



1 引言
锂离子电池是目前最常见的储能电池之一,由于其在成本和性能上的优异表现,使它在电子消费品、电动汽车等领域被广泛使用[1,2]。近年来,随着各国对电动汽车的积极推广,电动汽车正在逐渐替代传统燃油汽车成为主要出行工具的同时也使得市场对锂离子电池的需求量迅速升高[3,4]。2017年,全球锂离子电池市场价值为298.60亿美元,预计2026年将达到1393.6亿美元[5]。目前生产锂离子电池所需的锂,主要从盐湖卤水和高品位的锂矿中提取[6],但未来从这两种资源中提取的锂,很可能无法满足市场日益增长的需求,预计2023年将供不应求[7]。含锂卤水虽然储量丰富,但锂浓度很低,如智利阿塔卡马盐湖中Li+含量0.15 wt%[8],提锂需消耗大量卤水资源。此外,盐湖卤水提锂还有生产周期长、易受天气影响的缺点[9]。锂矿石中锂含量同样不高,如代表性的锂云母和锂辉石中Li含量分别为3.84 wt%和 3.73 wt%[10]。相比于废旧锂离子电池中提锂,矿石提锂对环境影响更大,开采和加工耗能更高[11]。相比盐湖卤水和锂矿石,废旧锂离子电池正极材料中锂含量约为5~7 wt%[12,13]。因此从废旧锂离子电池提锂,不仅具有更高的经济价值,还能减少资源开采带来的环境污染。
锂离子电池中动力电池的使用寿命约为5~8年[14],随着电动汽车出行占比的逐年增加,必然伴随着大量锂离子电池退役,预计2040年产生的废旧锂离子电池总量将达到800万吨[15]。而此前锂离子电池回收的主要关注对象是钴和镍,并不注重锂的提取[4,16]。如传统的火法熔炼是通过1000 ℃以上的高温,将废旧锂离子电池中的镍、钴、铜等金属化合物转化为金属熔体,金属熔体和熔渣由于互不相溶且密度不同[17]实现分离。但在此过程中,锂不会被还原成金属单质,而是以氧化物的形式损失于熔渣中[18]。传统的湿法工艺通常采用“完全浸出-过渡金属分离-锂回收”的模式,该方法虽可将锂在最后一步回收,但回收过程步骤繁琐、消耗大量化学试剂[19],且过渡金属分离时少量锂会夹杂其中,造成锂的损失。此外,由于多步分离后的待提溶液中锂浓度不高,会使锂的回收率进一步降低[20]。如Yang等[21]在实验中使用PC88A将Li+、Ni2+、Co2+、Mn2+混合溶液中的Mn2+和Co2+协同萃取时,发现萃取后的混合溶液Li+浓度从6.5 g/L降低至0.55 g/L。而后在使用Versatic10萃取Li+、Ni2+混合溶液中的Ni2+时,发现少量Li+会夹杂进入负载有机相,造成锂的损失。由于传统的火法与湿法回收过程中均存在不同程度的锂损失,并且由于锂离子电池中的锂及其他有价金属在放电后主要存在于正极中,因此近些年对废旧电池选择性提锂的研究主要集中于正极材料,电解液和负极由于回收价值相对较低而对其研究较少[22,23]。
常见的锂离子电池正极材料类型包括LCO (LiCoO2)、LMO (LiMn2O4)、NCM (LiNixCoyMn1-x-yO2)、和LFP (LiFePO4),它们的组成、结构、锂含量、主要用途、市场份额及回收的经济效益对比如表1 所示。由表可知,应用于新能源汽车、电动自行车等领域的动力电池主要使用NCM、LFP和LMO作为正极材料;应用于大型储能电站、5G基站市场领域的储能电池主要采用LFP作正极材料;LCO则主要应用于3C电子产品市场和电动工具市场等小型电池领域[24]。相较于其他类型正极材料,将LCO和NCM中有价金属回收可获得更高的经济效益,因而目前对其研究较多。橄榄石结构的LFP相比层状结构的NCM和LCO虽能量密度较低,但其热稳定性、循环性能和安全性能更高,近年来对其回收的研究也在不断增加[25]。
表1 不同类型正极材料组成、结构、锂含量、主要用途、市场份额及回收经济效益对比[4,16,29]Table 1 Comparison of different types of cathode composition, structure, proportion of lithium, typical use, market share and recycling economic benefits[4,16,29] |
| Cathode types | LCO | NCM | LMO | LFP |
|---|---|---|---|---|
| Chemical formular | LiCoO2 | LiNi0.33Co0.33Mn0.33O2 (NCM111) LiNi0.5Co0.3Mn0.2O2(NCM532) LiNi0.6Co0.2Mn0.2O2(NCM622) LiNi0.8Co0.1Mn0.1O2(NCM811) | LiMn2O4 | LiFePO4 |
| Structure | Layered | Layered | Spinel | Olivine |
| Theoretical lithium content | 7.09 wt% | 7.65 wt% (NCM111) | 3.84 wt% | 5.74 wt% |
| Typical use | Portable electronic devices and electric tools | Portable electronic devices and EVs | Electric tools and bikes | Electric bikes, large EVs and power tools |
| Characteristics | Low safety, high cost, medium performance | Medium safety, medium cost, higher energy density, high lifetime | Medium safety, low cost, medium energy density, low lifetime | Good safety, low cost, high thermal stability, medium energy density |
| Market share | Steady | Growing | Small | Growing |
| Recycling economic benefits | LCO > NCM > LMO > LFP | |||
目前关于锂离子电池回收的综述已经有了不同维度的阐述,如Makuza等[26]和赵磊等[27]分别从火法和湿法的角度对锂离子电池回收进行了回顾与评论,Swain等[6]对各种锂资源中回收锂的研究进行了评述,Kumar等[28]对磷酸铁锂中选择性提锂进行了回顾,但目前还没有文章对不同类型正极材料选择性提锂的方法进行系统的回顾和分析,因此有必要对锂离子电池选择性提锂的具体方法和原理进行更为详细地梳理。本文总结了从废旧锂离子电池正极材料中选择性提锂的不同方法,第1节对废旧锂离子电池选择性提锂的优势、必要性和不同锂离子电池正极材料的类型进行了简要介绍,第2节对选择性提锂的不同方法进行了具体的讨论与对比,第3节对电解液中锂的回收进行了简要介绍,文章最后对选择性提锂未来的发展方向进行了展望。
2 废旧LIBs正极材料选择性提锂
2.1 高温转型
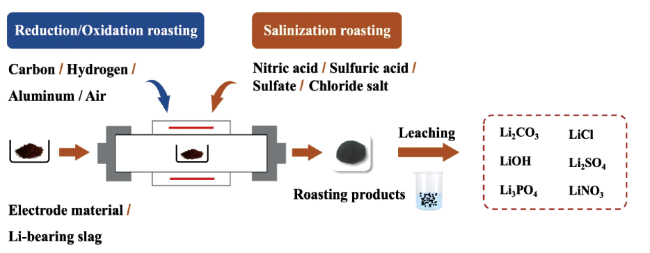
高温转型包括还原焙烧、盐化焙烧和氧化焙烧,其原理是通过焙烧将正极材料中的锂选择性转化为与Ni、Co、Mn等其他有价金属溶解性不同的化合物,使锂在浸出时选择性进入溶液与其他金属分离。本文涉及的还原焙烧方法包括碳热还原、氢还原、铝热还原;盐化焙烧包括氯化、硫酸化和硝酸化焙烧,整个过程如图1 所示。高温转型选择性提锂的优势在于回收流程短、效率高,浸出阶段可将锂优先回收,避免多步分离造成锂的损失并减少浸出阶段酸碱和其他试剂的使用,因此近年来对该技术的研究开始逐渐增多[30]。
2.1.1 熔渣提锂
2.1.2 碳热还原
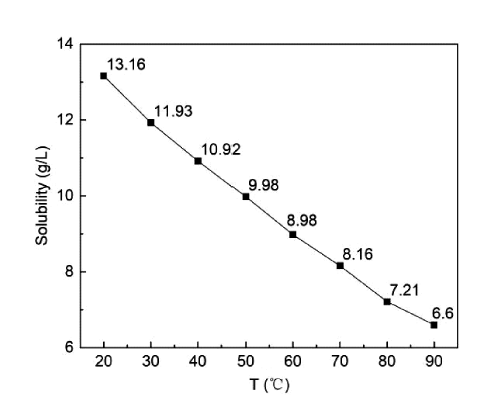
碳热还原法是以石墨、焦炭、褐煤等碳质材料作为还原剂,通过焙烧将Li转化为Li2CO3,最后水浸实现Li与其他金属的选择性分离[36]。由于Li2CO3在水中溶解度低,如图2 所示,碳酸锂在20 ℃的溶解度只有13.16 g/L[37],且其溶解度随温度升高而进一步降低,因此通过水浸回收Li2CO3的方法增加了从水浸液中提锂的难度。Makuza等[38]在溶液中通入CO2将Li2CO3转化为溶解度较高的LiHCO3,将锂的回收率提高到了92.25 wt%。Liu等[39]使用碳热还原法,研究NCM正极粉末中不同碳含量对Li回收率的影响。实验发现,在650 ℃下焙烧30 min,使用C含量为10 wt%的正极活性材料,以液固比为30 mL/g进行常温水浸,Li的回收率达到最高的93 wt%。当原料中的C含量超过10 wt%,C含量的继续增大对Li的回收率无明显影响。
目前,Al对碳热还原过程中Li回收率的影响也受到了研究者的关注。当焙烧温度超过500 ℃时,正极活性材料中的Li与Al会形成不溶于水的LiAlO2,使这一部分锂无法通过水浸进入溶液中回收,降低Li的回收率。因此,为了减少LiAlO2的形成,Hu等[40]在焙烧前,使用NaOH溶液除去原料中的Al。碱洗后,以褐煤为还原剂,在最佳条件下焙烧,达到84.7 wt%的Li浸出率。
碳热还原的优点是流程短、操作简单、具有相对较好的选择性提锂效果。但由于焙烧的过程中会产生少量有毒有害尾气,浸出过程的液固比高的缺点,还需要进一步的优化。目前碳热还原主要以NCM三元正极粉末为主要材料,而对其他正极材料如NCA、LCO、LFP研究较少。
2.1.3 氢还原
Co3O4 + H2(g) = 3CoO + H2O(g)
CoO + H2(g) = Co + H2O(g)
MnO2+H2(g)=MnO+H2O(g)
NiO+H2(g)=Ni+H2O(g)
Li2O+H2O=2LiOH
通过氢还原进行选择性提锂时应考虑杂质Al对产品纯度的影响。Liu等[47]使用氢还原法对NCM正极材料选择性提锂进行了研究,发现只需要在500 ℃下氢还原焙烧15 min即可将正极材料中的锂选择性转化为LiOH·H2O,转化后的焙烧产物再通过水浸和蒸发结晶即可直接制备纯度99.92 wt%的电池级LiOH·H2O。但这种方法制备的产品含有0.008 wt%的Al杂质,在合成正极材料后的电化学表现会略差于其他同类正极材料。刘诚等[48]在氢还原-水浸三元正极材料进行选择性提锂的实验时,也发现水浸获得的碱性LiOH溶液会使Al和Al2O3溶解,使原料中14.7 wt%的铝进入溶液中,最终制备的LiOH产品纯度为95.4 wt%。因此为了使产品纯度更高,需在蒸发结晶前将溶液中的Al3+提前脱除。Huang等[49]在进行氢还原-水浸实验时,通过1.2 M HCl调节溶液pH值至7.0,使溶液中Al3+以Al(OH)3形式沉淀下来,最终获得纯度为99.98 wt%的LiCl产品。
除杂质Al对产品纯度会产生影响,原料中残留的粘结剂和石墨、空气中的CO2、焙烧温度和料层厚度均会影响氢还原选择性提锂的过程。如LCO中残留的粘结剂和石墨会阻碍氢气还原的过程,使还原速度变慢[50];氢还原后的LiOH会和空气中的CO2反应形成Li2CO3,使制得的LiOH产品仍然含有部分Li2CO3,如式(6)所示[51];当焙烧温度超过1000 ℃时NCM正极材料会转化为不溶于水的LiAlO2和LiMnO2,使Li的回收率降低[49];料层厚度增加会使氢气和正极材料间的有效接触面积减小,降低Li回收率[47]。因此在氢还原之前,有必要对正极材料进行相应的预处理,从而提高锂产品的回收率和纯度。
2LiOH+CO2(g)=Li2CO3+H2O
2.1.4 铝热还原
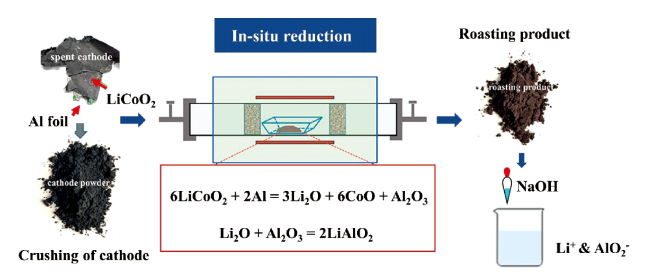
铝热还原是利用电极材料中自身的铝箔作还原剂,将正极材料中的锂选择性转化为在碱液中可溶的LiAlO2和Li2O,实现锂的选择性提取,回收过程如图3 所示。Wang等[52]在实验中首先将铝箔和LCO混合粉末在氩气氛围下于600 ℃焙烧60 min,之后用2.5 mol/L NaOH溶液将焙烧产物在95 ℃下浸出150 min,使正极材料中93.67 wt%的Li和95.59 wt%的Al浸出。但碱浸后的溶液除Li+之外还含有Al3+和Na+,需要进一步分离以获得纯净的锂产品。对此,可使用Na3PO4沉淀碱液中的Li+获得Li3PO4产品。实验证明,在80 ℃下向浸出后的碱液加入1.5倍理论量的Na3PO4搅拌120 min可将其中91.5 wt%以上的Li+以Li3PO4沉淀形式分离。
Li2O+2HF(g)=2LiF+H2O
2.1.5 硝酸化焙烧
硝酸化焙烧法的特点是硝酸和正极粉末在混合时就会发生化学反应,使活性材料中的锂和其他金属元素转化为高水溶性的LiNO3(900 g/L, 28 ℃[56])和其他金属硝酸盐。由于正极材料中各金属硝酸盐均可溶于水,此时无法通过水浸将锂选择性分离,因此在硝酸化之后需要进一步焙烧,实现锂的优先提取[57]。焙烧处理是利用LiNO3和其他金属硝酸盐分解温度的差异,如表2 所示,LiNO3分解温度为913±100 K,而Ni、Co、Mn、Al、Fe、Cu硝酸盐分解温度均在600 K以下[58]。因此可通过控制焙烧温度,使Co(NO3)2、Ni(NO3)2、Mn(NO3)2分解为不溶于水的氧化物,LiNO3仍以硝酸盐的形式存在,最后通过水浸实现锂和其他金属元素的选择性分离[59]。
2.1.6 氯化焙烧
由于LiCl易溶于水(550 g/L, 25 ℃[60]),只要能将正极材料中的Li选择性地转化为易溶于水的LiCl,且其他金属以氧化物或金属单质形式存在,就可以通过水浸实现Li的选择性浸出。当使用C 和NH4Cl[62]作为氯化剂和正极材料共同焙烧时,Li和其他金属元素都会被氯化剂氯化,无法实现锂的选择性提取。如Barrios等[61]使用Cl2作为氯化剂,将三元正极材料在400 ℃焙烧90 min后水浸,只能选择性浸出40 wt%左右的Li;当提高焙烧温度至500 ℃并焙烧90 min时,Li的浸出率提高到55.21 wt%,但同时有70.81 wt%和29.22 wt%的Mn和Ni被浸出;当焙烧温度提高至900 ℃时,Li、Ni、Co、Mn的浸出率都达到100 wt%。实验证明,使用Cl2和三元正极材料共同焙烧无法实现锂的选择性氯化。Qu等[63]使用NH4Cl作为氯化剂在300 ℃焙烧20 min,将LCO中99 wt%的Li和90 wt%的Co转化为水溶性氯化物,未实现锂的选择性氯化。
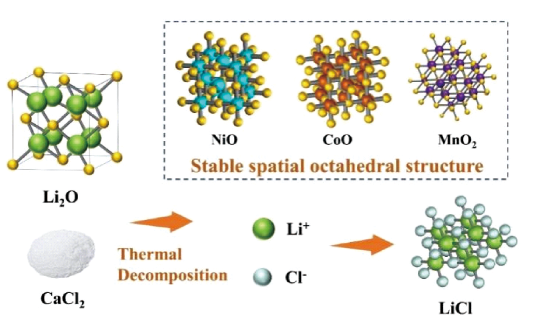
CaCl2被报道可将NCM正极材料选择性氯化[64],反应过程如图4 所示。首先CaCl2会吸收空气中水分后形成的水合物会受热分解产生HCl和Cl2,同时正极材料受热分解生成Li2O后与HCl、Cl2、CaCl2反应得到LiCl。在此过程中,正极材料受热分解产生的NiO、CoO和MnO2不会参与反应。实验证明,将NCM和CaCl2在空气氛围下800 ℃焙烧60 min后水浸,可将正极材料中94 wt%的Li浸出,且其他金属浸出率小于1 wt%[64]。值得注意的是,由于锂与钙的化学性质相似,反应过程中引入Ca2+会使制得锂产品中钙杂质含量较高,影响产品纯度,需再进行深度除杂才可获得纯度较高的锂产品。
此外,焙烧的气氛会对氯化过程产生影响。Xiao等[65]在使用NH4Cl作氯化剂进行选择性提锂研究时,发现氧气可以控制焙烧过程中氯化反应进行的程度,实现锂的选择性氯化。在氧气氛围下,将LMO和NH4Cl按摩尔比1∶3.5混合,550 ℃焙烧30 min后水浸,可将正极材料中91.73 wt%的Li和6.49 wt%的Mn浸出到溶液中。因此,在焙烧时也可通过氧气氛围控制氯化反应进行的程度,实现锂的选择性氯化。
2.1.7 硫酸化焙烧
硫酸化焙烧是通过将正极活性材料与浓硫酸或硫酸盐共同焙烧使锂选择性转化为水溶性的硫酸锂,镍钴锰转化为不溶于水的氧化物,使锂在浸出阶段与镍钴锰选择性分离。例如,NaHSO4·H2O与LCO共同焙烧时,NaHSO4·H2O受热分解产生的SO3会与LCO在高温下形成易溶于水的Li2SO4和难溶的Co3O4,使Li与Co在水浸阶段分离,如式(8~9)所示[66]。与硫酸盐反应过程不同,浓硫酸和NCM在混合和焙烧时会发生不同的反应。
二者室温下混合时浓硫酸会与部分NCM正极材料反应形成Li2SO4、NiSO4、CoSO4、MnSO4,在升温过程中未与浓硫酸反应的正极材料中的Li+与NiSO4、CoSO4、MnSO4中的S 结合形成易溶于水的Li2SO4,Ni、Co 、Mn则转化为不溶于水的氧化物,使Li在水浸阶段选择性地进入溶液中与Ni、Co、Mn分离[67]。
2NaHSO4·H2O = 3H2O(g) + SO3(g) + Na2SO4
12LiCoO2 + 6SO3(g) = 6Li2SO4 + 4Co3O4 + O2(g)
Lin等[68]在实验中将LCO正极粉末与H2SO4混合后,800 ℃焙烧2 h,对焙烧料水浸,Li的浸出率可达99.3 wt%。此方法通过控制硫酸的用量,S以S 的形式进行循环,而不是SOx的排放,可提高S的利用效率,减少了对环境的危害。此方法的过程原理如图5 所示。

除了废旧LiCoO2正极材料外,Lin等[67]研究了以镍钴锰酸锂(NCM523)正极材粉末硫酸化焙烧选择性提锂方法。使用浓度98 wt%的浓硫酸与正极粉末充分混合干燥后,在800 ℃下焙烧120 min,Li的浸出率可达96.92 wt%,Al、Cu的浸出率小于0.1 wt%,Ni、Co、Mn的浸出率分别为0.15 wt%、0.33 wt%、1.04 wt%,表现出较好的选择性。
此外,Wang等[66]将LCO电池粉末与NaHSO4·H2O以不同比例混合,在600 ℃条件下焙烧0.5 h。实验发现,随着NaHSO4·H2O用量的增加,LiCoO2在焙烧过程中逐步转化为难溶性的Co3O4和可溶性的LiNa(SO4),从而实现Li、Co的选择性分离,Li的回收率在优化条件下可达72.56 wt%,但此法获得的溶液中存在Na+,降低了Li的纯度。
2.1.8 氧化焙烧
12LiFePO4 + 3O2 = 4Li3Fe2(PO4)3 + 2Fe2O3
2Li3Fe2(PO4)3 + Fe2O3 + 3H2SO4 = 3Li2SO4 + 6FePO4(s) + 3H2O
通过将LFP氧化焙烧转型为Li3Fe2(PO4)3和Fe2O3可避免硫酸浸出阶段氧化剂的使用,使Li和Fe实现有效分离的同时减少试剂成本。此外,氧化焙烧过程中还会将PVDF等粘结剂分解,使LFP氧化转型的同时实现正极材料和铝箔的分离[70]。
2.2 选择性浸出
选择性浸出是指将正极材料的锂直接浸出到溶液中和其他有价金属分离的方法。该方法避免了正极材料全组分浸出后锂在后段回收造成的锂损失,提高了锂的回收率,具有较高的研究价值[72]。
2.2.1 酸性浸出
对LFP正极材料来说,H2SO4可对LFP中的锂实现选择性浸出,Li等[73]使用H2SO4-H2O2体系,以H2SO4作为浸出剂,H2O2为氧化剂,从废旧LFP粉末中分离出Li、Fe。在最优条件下加入H2O2和H2SO4,Fe2+转化为FePO4沉淀。剩余溶液加入Na3PO4,获得Li3PO4沉淀,最终Li的浸出率95.56 wt%,浸出渣经600 ℃煅烧可获得橄榄石结构的FePO4。
相比硫酸作浸出剂,磷酸适用的正极材料类型更广泛,除LFP外还可适用于LCO、NCM等正极材料的选择性浸出。Chen等[74]在实验中使用H3PO4和H2O2对LCO进行浸出,其中钴以Co3(PO4)2沉淀形式与Li+分离,该过程发生的反应如式(12~15)所示。在浸出过程中,Li和Co都有可能以离子或沉淀形式存在,因此需控制条件使Li+进入溶液,同时避免钴的溶解。实验表明,在40 ℃下使用 0.7 M H3PO4、4 vol% H2O2作为浸出剂,按液固比20∶1将LCO正极粉末浸出60 min后,Li的浸出率超过99 wt%,且Co的浸出率小于1 wt%。为进一步研究该方法对其他类型正极材料的适应性,Chen等[19]使用H3PO4对LCO、LMO、LFP和NCM的选择性浸出进行了研究。实验证明,使用0.8 M H3PO4和4 vol% H2O2作为浸出剂,可将LCO、LMO、LFP和NCM中100 wt%、92.86 wt%、97.57 wt%和98.94 wt%的Li浸出,同时只有少量的Ni2+和Mn2+被浸出。浸出的少量Ni2+和Mn2+可通过加入H2C2O4以NiC2O4和MnC2O4沉淀形式除去,实现含锂溶液的进一步纯化。
2LiCoO2(s) + 6H+ + 3H2O2 = 2Co2+ + 2Li+ + 6H2O + 2O2(g)
3Co2+ + 3Li+ + 3P = Co3(PO4)2(s) + Li3PO4(s)
Li3PO4(s)+6H++2P =3Li++3H2P
Co3(PO4)2(s)+12H++4P =3Co2++6H2P
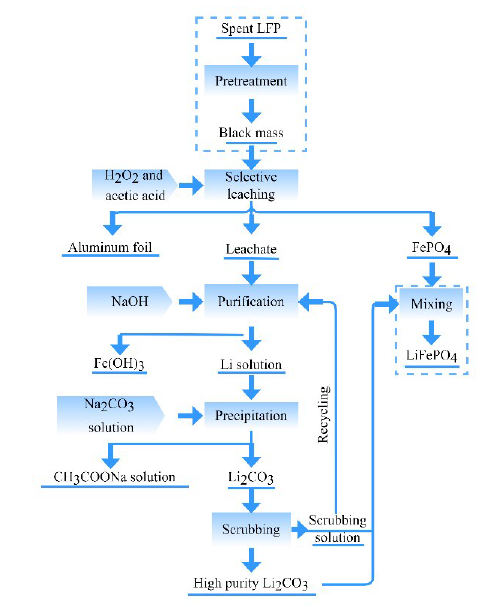
除硫酸和磷酸等无机酸外,有机酸也可实现锂的选择性提取,如Zeng等[75]使用草酸(H2C2O4)将LCO正极材料中锂的选择性浸出,反应过程如式(16)所示。由于草酸溶液的还原性,无需添加H2O2等还原剂即可实现LCO的有效浸出,且浸出液中的Co以CoC2O4沉淀形式与溶液中的Li+直接分离。实验表明,LCO与草酸在固液比15 g/L、浸出温度95 ℃的条件下浸出150 min,可将LCO中98 wt%的Li浸出,同时97 wt%的Co以CoC2O4沉淀形式得以回收。Yang等[76]使用有机酸乙酸作为酸浸剂,H2O2作为氧化剂,对LFP正极粉末进行酸浸。结果表明,在最优条件下,Li的浸出率可达94.57 wt%。随后,使用95 ℃的Na2CO3饱和溶液处理浓缩后的浸出液,将Li溶液沉淀为Li2CO3,最终Li的回收率为84.76 wt%,回收流程如图6 所示。
2.2.2 氧化浸出
氧化浸出是在浸出的过程中,仅加入氧化剂将LFP中的Li优先提取的新方法。Zhang等[77]使用Na2S2O8从废旧LFP材料中回收Li和FePO4。实验证明,在常温下加入理论量1.05倍的Na2S2O8,固液比300 g/L,25 ℃下,可浸出99.9 wt%的Li。而Al、Fe、P的浸出率则很小,分别为0.584 wt%、0.048 wt%、0.587 wt%,展现出此方法的高选择性和高效率。
该方法相较于常规浸出方式,直接使用Na2S2O8充当浸出剂和氧化剂,简化了过程中加入的试剂种类,而且更容易实现选择性提取。在没有预先分离正极活性材料和Al箔的情况下,该方法降低了Al的影响,浸出杂质很低,因此是一种简洁、环保的新方法。
2.3 机械/电化学强化
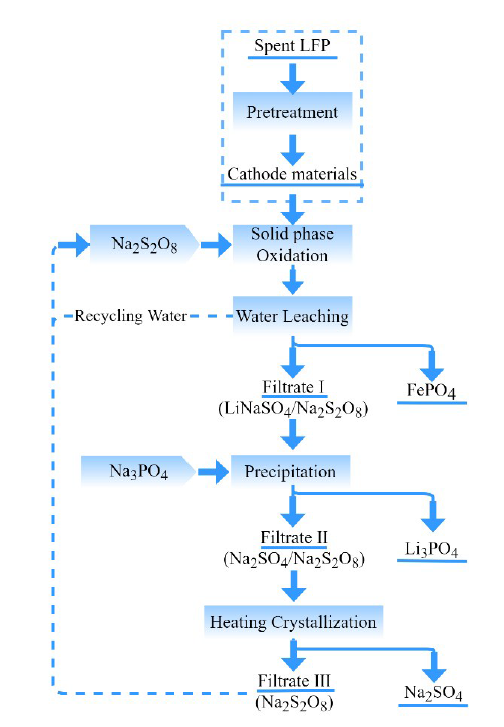
除上所述方法外,机械化学和电化学法也可将正极材料中的锂选择性提取。机械化学法是通过破碎、研磨等机械力的作用使正极材料和研磨介质发生一系列物理化学反应将正极材料中的锂选择性转化为水溶性锂盐,实现浸出阶段锂选择性进入溶液中和其他有价金属分离[78]。Wang等[79]通过实验证明了将LCO、PVC(聚氯乙烯)和铁粉共研磨可实现锂的选择性转化。其中Fe在和PVC共研磨时会发生还原反应,促进PVC脱氯与Li结合,形成LiCl;而Co和Fe在此过程中发生了晶体的重组,形成磁性材料CoFe4O6。当LCO/PVC/Fe按质量比1∶1:2研磨12 h后水浸,Li的浸出率接近100 wt%,Co的浸出率为8.1 wt%。Liu等[80]在回收的LiFePO4中加入Na2S2O8,采用行星球磨机进行机械活化,利用Na2S2O8将LiFePO4氧化为FePO4和可溶性的Li盐,经水洗加入Na3PO4,将Li以Li3PO4沉淀的形式回收,实现了99.7 wt%的Li回收率和19.7 wt%的Fe的回收率,展现了良好的选择性。反应中涉及的化学反应及回收流程如式(17~18)和图7 所示。
机械球磨这种不使用水作为介质的固固反应和之前的火法+湿法方式相比,可在室温下进行且不会产生酸性废水,是一种环境更友好,技术上容易实现的处理方式。但这种方式在研磨过程中会产生大量噪音,以及长时间研磨造成的设备损耗和能量消耗,限制了其在工业中的应用。
除机械强化外,电化学法也可将正极材料中的锂选择性提取。例如,Fan等[81]使用电化学法直接制备了金属锂箔。该方法使用LCO或LFP作为阳极,铜箔作阴极,并使用有机电解质避免电解过程中析出氢气。电解过程中锂从阳极脱出,在阴极沉积形成金属锂箔。Li等[82]基于LFP充电原理和传统的矿浆电解相结合,使用阴离子隔膜将电解槽分为阴极室和阳极室,NaCl作电解质。如图8 所示,电解过程中阴极室内发生析氢反应生成NaOH,阳极室内LFP在电流作用下成功脱锂并形成FePO4。在最佳条件下,超过98 wt%的Li浸出,超过96 wt%的Fe以FePO4/C的形式回收,且保持橄榄石型结构不变。此外,Yu等[83]使用[Fe(CN)6]3-作为在氧化还原介质,使LiFePO4转化为FePO4和Li+,Li+透过阳离子交换膜在阴极富集形成LiOH。在室温条件下反应50 min,可以使Li的脱出率达到99.8 wt%,回收得到的FePO4的纯度为99.97 wt%。氧化还原介质[Fe(CN)6]3-在氧气中可以不断再生,电解液可以多次循环利用,降低了试剂的成本。

电化学提锂的方法在整个回收过程中不消耗酸性试剂,只使用电能且反应前不需将铝箔和正极材料提前分离,是一种较为环保的提取方式。但由于铝箔上涂覆的正极活性材料很薄,如Gao等[84]研究的超厚NCM正极材料厚度未超过300 μm,因此单位面积正极片中较低的锂含量会限制实际的生产效率。
2.4 不同选择性提锂方法优缺点对比
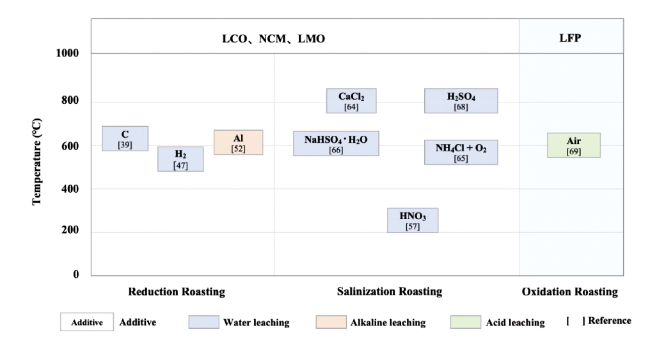
高温转型的优点在于处理能力大、选择性好、试剂成本低、相对易于实现工业化,缺点是和选择性浸出相比能耗更高,且焙烧过程中产生的尾气需再进行吸收、净化等使其达标排放。不同高温转型方法适用的正极材料类型、所需焙烧温度以及不同焙烧产物所需的浸出体系如图9 所示。由图可知,高温转型具有以下三个特点:第一,不同类型正极材料适合的高温转型方法不同,还原焙烧和盐化焙烧适用于处理LCO、NCM、LMO材料,而LFP则需使用氧化焙烧;第二,大部分高温转型反应需在600~800 ℃进行,因此该方法相比选择性浸出能耗更高;第三,大部分方法可直接用水作浸出剂,只有铝热还原和氧化焙烧生成的LiAlO2和Li3Fe2(PO4)3需使用碱性和酸性试剂将锂浸出。
选择性浸出的优点是流程短、能耗低,缺点是浸出过程会消耗大量酸性试剂,由此产生的废水在处理过程中容易造成二次污染。此外,正极材料在酸浸的同时还需加入双氧水作还原剂或氧化剂来强化浸出效果,使得成本增加。在浸出剂的选择上,有机酸相比无机酸对环境影响更小,但有机酸价格更高会导致较高的处理成本。而由于有机酸酸性较弱,往往需在大液固比条件下强化浸出(L/S > 50 L/g)使提锂成本进一步升高[85]。选择性浸出过程中使用的试剂如表3 所示。
还原焙烧和选择性浸出的方法在提锂的同时还会将LCO、NCM、LMO中的镍钴锰还原为更易浸出的低价态,减少后续镍钴锰浸出回收的难度与试剂成本。机械化学法和电化学法的优势在于提锂过程不消耗酸碱、不产生有毒气体因而更加环保,但二者的缺点也比较明显,机械化学法反应时间长、设备损耗大,电化学法处理能力小,因此这两种方法在工业中尚未实现大规模应用。高温转型、选择性浸出、机械化学法和电化学法提锂的特点对比详见表4 。
表4 选择性提锂不同方法的能量消耗、试剂成本、尾气排放、浸出体系、处理能力对比Table 4 Comparision of various process treatments in terms of the required energy, reagent costs, exhaust gas emission, acid/alkaline leaching, and processing capacity |
| Process Treatments | Required Energy | Reagent Costs | Exhaust Gas Emission | Acid/Alkaline Reagent Leaching | Processing Capacity |
|---|---|---|---|---|---|
| High temperature transition | High | Medium | Yes | No (Except in-situ reduction and oxidation roasting) | High |
| Selective leaching | Medium | High | No | Yes | High |
| Mechanical chemistry | High | High | No | No | Low |
| Electrochemical treatment | Medium | Low | No | No | Low |
2.5 杂质的影响
废旧锂离子电池经破碎和分选后得到的正极粉末不可避免地会混入一定量的铝箔、电解液和粘结剂等杂质,LCO、NCM正极材料还可能混有磷酸铁锂的正极粉末[41]。这些正极材料内含有的杂质会对选择性提锂产生不同程度的影响。
高温转型过程中F、P、Al的存在会影响选择性提锂的效果。这是由于高温下Li容易与其形成不溶于水的LiF、Li3PO4和LiAlO2,致使水浸阶段Li的浸出率下降。此外,含有Cu和Al杂质的正极材料进行硫酸化焙烧时会转型成水溶性CuSO4和Al2(SO4)3,使其在水浸时进入溶液从而增加后续除杂负担。另外,当LCO、NCM、LMO中混有LFP杂质时,由于二者回收原理不同,LFP中的锂无法得到有效回收[41,86,87]。而当原料中混入一定量碳时,盐化焙烧可与碳热还原耦合提高反应效率。如混有一定量碳的正极材料进行硫酸化焙烧可降低反应所需温度,同时将镍钴锰还原为更易浸出的二价[88]。当LCO粉末内混入20 wt%的碳时,硫酸化焙烧反应所需温度从不含碳时的800 ℃降为600 ℃,同时将Co从三价还原为更易浸出的二价,发生的反应如式(19)所示[89]。
4LiCoO2 + 2H2SO4 + C =2Li2SO4 + 4CoO + CO2 + 2H2O
3 废旧LIBs电解液中锂的回收
废旧锂离子电池中的锂不仅存在于正极材料中,还有一部分以电解质锂盐的形式存在于电解液之中。电解液主要由有机溶剂、电解质锂盐和少量添加剂组成,商用电解质主要为LiPF6。由于电池粉碎过程中产生的热量会将大部分有机溶剂蒸发,同时将LiPF6分解为LiF和PF5,因此许多企业在回收过程中没有设计针对电解液的处理步骤而使电极材料中残留的电解液在火法处理时分解产生CO2和含氟烟气;湿法处理时将电解液中的氟离子溶解进入酸中,造成大气和水体污染[92]。目前大多数企业都未实现对电解液低成本有效的回收,主要是因为电解液大多分散在电极和隔膜的孔隙之中,回收难度大、成本高、风险高[93,94]。将电解液中的锂回收意义重大,不仅能实现资源的循环利用,还可减少回收过程中造成的环境污染
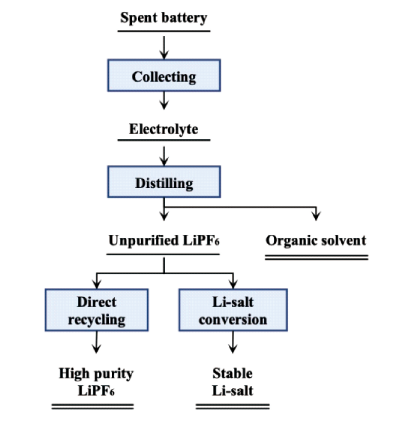
电解液中锂回收的步骤主要包括电解液收集、蒸馏有机溶剂得到LiPF6粗产品、粗产品直接提纯回收或转化为稳定的锂盐三部分,如图10 所示。电解液的收集主要有四种方法:一是将电解液在低温下转化为固态,再与正极材料进一步分离的冷冻法;二是利用离心机或破碎装置使电解液在离心力和一定压力下与正极材料分离的机械法;三是利用有机萃取剂将电解液萃取的溶剂萃取法;四是利用超临界萃取剂将电解液萃取的超临界萃取法[95]。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
电解液收集后,电解液中的锂可通过直接回收法或锂盐转化法回收。直接回收法是利用有机溶剂和电解质锂盐沸点的差异,通过控制一定温度和真空度将电解液中的有机溶剂与电解质锂盐分离得到LiPF6粗产品,再进一步纯化得到高纯LiPF6。LiPF6粗产品提纯的方法为,先将LiPF6粗产品用HF溶液溶解,过滤后的溶液再经低温结晶、过滤、筛分、干燥后得到较高纯度的LiPF6产品[96]。该方法的优点在于锂盐回收过程环保清洁,不易形成二次污染,但真空精馏和低温结晶过程需消耗较多能量,因此经济性较差[97]。锂盐转化法是将电解液经蒸馏或精馏后得到的LiPF6粗产品转化为稳定的锂盐作为产品将其回收。采用这种方法的原因是LiPF6容易水解,对其提纯较为困难,而将其转型为稳定的锂盐可减少操作的条件要求,更有利于在工业中实现应用。Zhu等[98]公布了一种将电解液中的LiPF6转化回收的方法。该方法首先将收集到的电解液与稀硫酸混合后进行常压共沸蒸馏,蒸馏后将得到的混合气体回收,残留的浓缩液即为硫酸锂溶液,涉及的反应如式(20~22)所示。之后向浓缩液加入氧化钙或氢氧化钙等含钙化合物,将磷酸根以Ca3(PO4)2形式固定下来,得到较为纯净的硫酸锂溶液。相比直接回收的方法,将锂盐转型的方法降低了锂盐回收的难度和成本,更加具备工业化应用的潜力。
LiPF6 = PF5(g)+ LiF
PF5(g) + 4H2O = H3PO4 + 5HF(g)
2LiF + H2SO4 = Li2SO4 + 2HF(g)
4 总结与展望
废旧锂离子电池作为重要的二次锂资源,其选择性提锂不仅能够有效提高锂的回收率,缓解战略金属供需矛盾,同时可一定程度上降低环境负荷。本文通过对废旧锂离子电池正极材料中选择性提锂的研究进行系统的梳理与分析,认为未来对该领域的研究需从以下6方面努力:
(1)工艺过程环保与安全并重。碳热还原提锂的优势在于成本较低且生产环境较为安全,但锂回收率相对较低。相比而言,氢还原过程不产生废气且焙烧产物可通过水浸直接提锂,过程清洁环保;但氢气在制备、运输、储存、使用等过程中存在一定安全风险。因此,提升氢还原过程的安全性,以及发展新的高效、清洁、安全的新工艺,值得深入研究。
(2)提升预处理阶段自动化程度。目前选择性提锂的主要原料为正极活性物质,但受限于目前锂离子电池规格不一,预处理过程中很多环节仍需人工操作才可完成。而人工操作效率较低且存在一定危险性,因此发展自动化、机械化的预处理技术将极大提高废旧锂离子电池回收行业整体效率。
(3)降低杂质元素的引入。预处理阶段对电池拆解、破碎、分选的过程中往往会导致部分杂质进入正极活性粉末中,如Al、F、P等。这些杂质元素含量的高低会对选择性提锂的效果产生明显影响。如高温转型中正极材料残留的Al、F、P等元素会与Li形成微溶或不溶的LiAlO2、LiF、Li3PO4等,使锂回收率降低。因此,如何减少预处理阶段杂质的引入或在有价金属提取前将正极粉末中杂质元素提前脱除,值得深入研究。
(4)提高LiFePO4电池中Li的回收率,改善FePO4的电化学性能。LiFePO4特殊结构可在选择性回收Li的同时保持FePO4的橄榄石结构,使其重新作为正极材料实现再利用。这一方法既兼顾锂的回收,又实现了电极材料的再生。随着市场上LiFePO4电池占有率的提升,如何提高Li的回收率的同时,提高回收FePO4的电化学性能,是未来研究的方向之一。
(5)提高Li的选择性,提升产品纯度。选择性提锂过程中,产品的纯度受多种因素的影响。如果焙烧过程或浸出过程的选择性不佳,会在锂产品中引入Ni、Co、Mn、Al、Cu等杂质。因此,提取过程中的选择性越高,越能降低后期提纯过程的成本。
(6)探索电解质回收方法。目前对废旧电池回收的研究主要集中在电极材料的回收,对电解质回收的相关研究较少。在预处理阶段有效回收电解质,及将含氟气体安全处置,提高电池中F元素的综合利用率,可有效地减少有毒废气、废液的危害,规避生产及环境风险。