




1 引言
能源和环境问题作为影响人类生存和社会发展的重要因素已经引起了世界各国的广泛关注。全球总能源消耗量巨大,在未来一段时间仍保持大幅增长势头。目前,化石燃料仍然是全球主要的能源消耗来源。
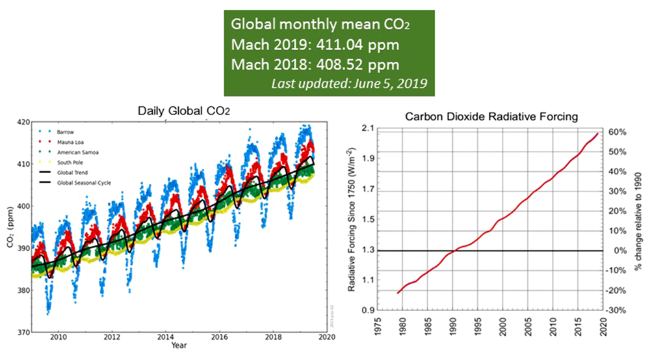
可再生能源如风能、太阳能等的开发和使用增长迅速,但是其发展受到时间和空间的限制,具有不连续性和区域限制[1,2],因此,迫切需要先进的能源存储技术来实现可再生能源有效利用率的最大化。另一方面,温室效应已经成为国际社会面临的最大的环境问题,根据美国国家海洋和大气管理局(NOAA)2019年5月公布的最新数据(如图1)表明[3],大气中二氧化碳的浓度在过去10年(2009~2018年)平均每年增加2.3 ppm。2018年平均增长速度更是达到2.5 ppm,2019年3月监测的全球大气中CO2浓度达到了411.04 ppm,同期发布的年度温室气体指数(AGGI,一种用于衡量温室气体直接影响气候变暖变化的指数)报告指出,2018年年度温室气体指数再创新高,达到1.43,比1990年升高了43%。这表明,来自人类活动的温室气体排放量带来的直接辐射强迫比1990年增加了43%。新世纪以来,交通领域的CO2排放逐年增加并成为主要的排放源[4, 5]。利用可再生能源转化的电能驱动交通工具能在很大程度上解决CO2排放的问题。因此,各国都在努力研发和推广电动汽车和混合动力汽车[6]。
交通工具的变革和储能电网的快速发展滋生了对于锂离子电池消费和需求的增长[7, 8]。由于锂离子电池具有工作电压高、体积小、质量轻、循环周期长、操作温度范围广和自放电率低等独特的性质,已经被广泛应用于便携式电子设备[9]。锂离子电池在电动汽车和混合动力汽车动力供应和能量存储装置方面的应用潜力正逐步被激发出来。因此,在全球范围内,锂离子电池的数量呈现爆发式增长的趋势。相应地,处于产品生命周期报废阶段的锂离子电池也随之激增。这些未经回收或处理的大量废旧锂离子电池,由于其含有的潜在有毒物质和环境污染物,会给人类健康及环境带来显著的负面影响。因此,对废旧锂离子电池的有效处理是关键的环境问题。特殊废物存放地的容量是有限的,闲置成本,废弃成本和处理相关成本的增加又使锂电的报废处理雪上加霜。因此,通过适当的方法回收和利用废旧锂离子电池成为世界范围内的广泛关注。这其中的原因至少有两个:其一,锂电池中基本的组成成分包括锂、钴、铜和其他稀土元素,占电池总成本的1/3;其二,废旧锂离子电池中含有有害物质,如有毒易燃的电解液,是一种重要的环境污染物。因此,从资源可持续性和环境危害的角度,废旧锂离子电池的回收都势在必行。
2 废旧锂离子电池回收概述
从1996年到2019年,全球锂电池销售的年均增长率一直保持在16%以上,预计到2025年,全球锂电池的市场规模将达到400亿美元,尽管动力锂电池的预期寿命能达到8~10年,但是废旧锂离子电池的回收处理必须列入统筹建设规划,以确保在回收需求达到更大容量时,技术条件和基础设施准备就绪[10,11]。随着电池体系的变化和对环境、社会效益要求的提高,电池回收的产业模式和技术要求也经历着新的变化和严峻的考验。从工业应用角度,因为正极材料是整个电池中价值最高的部分,受经济利益驱动,以钴为代表的有价金属的“溶解-沉淀-回收”工艺已经形成一定的回收商业模式,但是为了降低电池成本,制造商越来越多地将电池正极材料转向镍含量更高、钴含量更低的化学体系,如三元体系或磷酸铁锂体系,回收收益降低的同时正极材料的多样性也增加了回收的复杂度[12];从技术探索角度,以“废旧锂离子电池回收”为关键词,检索相关研究成果也能发现,近五年来锂离子电池回收的报道和文章增长迅猛。国内外各研究团队针对的目标,回收过程中使用的试剂,运用的方法,甚至得出的结论都不尽相同。通过对近年来不同技术方法的梳理,能够帮助人们增加对回收过程的理解,获得条理清晰,层次分明的技术路线。
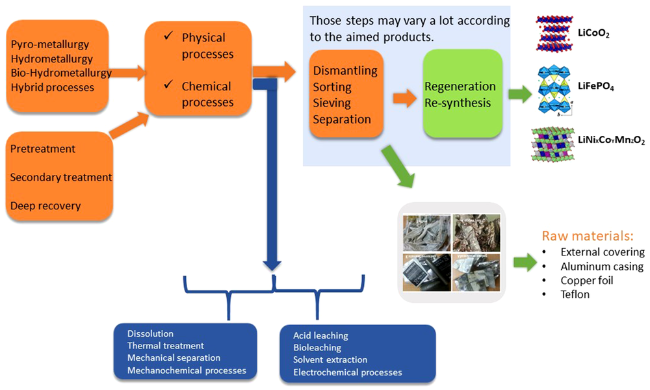
废旧锂离子电池的回收处理是将电池中的有用组分,根据各自的物理、化学性质,把它们分离出来,实现污染物的无害化处理和资源的再利用。目前,使用最多的是火法和湿法冶金工艺。火法冶金技术利用高温热处理方式,促进电池组成材料的分解与分离,诱导电池材料中金属或金属氧化物发生氧化、还原或分解等化学变化,最终以合金或金属化合物的形式,通过后续处理,实现废旧物料回收的目的[13],在废旧锂电池回收处理过程的不同阶段有广泛的应用。高温处理可以去除有机粘结剂,同时辅助极片解离和后续的材料回收。Zhang等[14,15]通过热解处理实现了电极材料表面的有机粘结剂及残留电解液脱除的目的,强化了电极材料与集流体之间以及电极材料颗粒之间的解离以及废旧锂电池正负极材料的分离回收。热处理后,电极材料颗粒表面化学性质改变,有机粘结剂以及来源于残留电解液的含氧官能团减少,电极材料颗粒之间解离更加充分;同时,负极材料表面的亲水性因子减小,疏水性以及对捕收剂的吸附能力均增强,而正极材料表面亲水性因子增多,亲水性增强,材料表面亲疏水性差异以及对捕收剂的吸附能力差异均显著增强,强化了正、负极电极材料浮选分离行为。Ren等[16]基于 FeO-SiO2-Al2O3渣型通过还原熔炼回收废旧锂离子电池中的有价金属,研究表明:以铜渣作造渣剂,在1723 K温度下熔炼30 min, 钴、镍、铜的回收率最高,分别为98.83%、98.39%和93.57%;优化的还原熔炼炉渣组成为m(FeO):m(SiO2)=0.58:1~1.03:1,Al2O3含量为 17.19%~21.52%,此时产出的合金主要为Fe-Co-Cu-Ni合金。目前工业上回收废旧锂离子电池工艺很多基于火法冶金技术,主要原因有两个:其一,高温反应化学转化速率快、流程短、物料适应性强;其二,废旧锂离子电池回收工业刚刚起步,很多工艺流程还在探索中前进,因此,充分借助现有冶金技术与设备更易于实现工业应用。但是,废旧锂离子电池的回收处理是一个复杂的系统工程,火法冶金技术只是回收处理废旧锂离子电池过程中的一个步骤,经高温处理后,仍然需要采用冷凝、筛分、磁选、浸出等物理、化学方法进行分类处理,使金属元素最终得以再利用。湿法冶金,狭义上是利用金属在水溶液中的化学性质来回收不同的组分[17]。从广义讲,在废旧锂离子电池回收过程中,湿法冶金技术包括一系列过程,如废旧锂电池的预处理,浸出过程,浸出液中有价金属的分离过程等[18]。由于在回收的不同阶段都会有湿法冶金技术的应用,因此,关于湿法冶金的总结会在后面章节具体展开,此处不加赘述。以微生物(细菌和真菌)为基础的生物冶金工艺利用微生物代谢产物如有机酸和无机酸氧化目标元素,使其以离子状态进入溶液中,然后对浸出的溶液进一步处理,从中提取有用元素,由于其效率高、成本低和资源需求少而越来越受到重视[19]。
Swain按照处理的主要过程和方法将锂电池回收分为火法冶金、湿法冶金、生物冶金和混合处理等四大类,在每一类方法中又采用多种不同的具体方法[20]。Ordoñez等把不同种类废旧锂离子电池的混合回收方法简单归纳为物理法、化学法两种[21]。物理法包括机械分离、热处理、机械化学处理和溶解处理;化学法包括酸浸出、生物浸出、溶剂萃取、化学沉淀和电化学处理。事实上,在回收过程实践中为了提高电池材料的回收效率,一般采用多种回收方法结合使用,如Barik等结合了机械分离、化学吸附、化学沉淀、热处理和酸洗等方法[22],最终得到纯度较高的碳酸钴和钴氧化物。Nature最新发表的关于动力电池回收的综述体现出电池回收领域的新技术和未来发展的动向,Harper等使用有别于传统的分类方法,把针对锂离子电池回收的方法分为火法冶金恢复、物理材料分离、湿法冶金回收、直接修复再生和生物法金属回收五种[23]。从此分类中可以看出,尽管直接修复再生和生物金属回收的技术手段和应用前景还在摸索阶段,但是已作为回收方法之一被单列出来。同时从不同方法的划分中也明确表示出该种技术手段的针对性和目标。
3 废旧锂离子电池的预处理
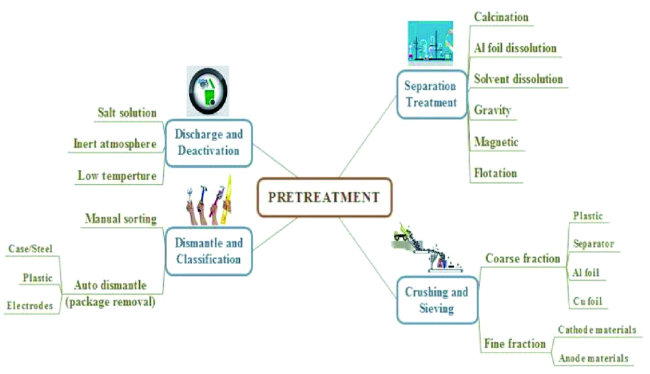
虽然废旧电池的生命周期已经结束,但仍有一些剩余的能量。为防止其短路或者自燃,首先要进行放电。与其他电子废物一样,必须经过人工或者机械的拆解分类后才能进入下一步工序。此外,锂离子电池成分复杂、结构致密,直接采用高温冶金或湿法冶金的方法回收效率较低。因此,为提高回收利用效率,还需要进行粉碎筛选。负极集流体的铜箔和石墨碳间的结合力较小,石墨碳很容易从铜箔上脱落下来,而正极集流体铝箔与正极活性物质之间由于有机粘合剂的作用,再经过多次的充放电过程,集流体与正极材料的分离就没有那么容易。因此,在从废物中回收有价金属之前,有必要进行初步的分离预处理,这可以减少金属的混合和回收过程中试剂与能量的消耗,有助于提高整体回收过程的效率。废旧锂离子电池预处理的过程、方法及各阶段的回收目标如图3所示,具体内容将分别阐述。
3.1 放电失活
带有残余电量的废旧锂离子电池经过多次的循环,存在内部缺陷的几率增加。在这种状态下,如遇到机械碰撞或特殊温度、湿度及接触不良等情况或环境下可能瞬间放电产生大量电流,引发自燃或爆炸。因此,为了尽量减少这些危害和事故的发生,在对电极材料回收处理之前,要进行一系列的失活或预防操作,即电池残余电量的释放。普遍的做法是放在盐溶液中放电,Li等就研究了氯化钠溶液的浓度和放电时间对锂离子电池放电效率的影响。他们发现10 wt%的NaCl溶液在358 min内放电效率能达到72%[25]。宋秀玲等研究了硫酸盐电解液体系对单体电池放电的影响,考察了金属阳离子、电解液浓度、抗坏血酸浓度、温度、pH值、放电时间等因素对单体电池放电效率的影响。结果表明:以0.8 mol/L的MnSO4作为电解液,温度为80 ℃、pH值为2.78时,抗坏血酸的浓度2 g /L,放电时间8 h左右,残余电压降低到0.54 V,此时锂电池放电达到最佳,满足绿色高效的放电条件[26]。对于电动汽车用锂离子电池组,由于残余容量较多,更适宜用充放电机收集残余电量,检测残余电压处于安全范围后再进入拆解或粉碎阶段。邦普循环针对废旧车用动力电池回收处理中的安全问题,对比考察了物理放电和化学放电两种方式,并对放电的安全截止电压、戳穿安全阀、电解质浓度对化学放电的影响进行了深入研究。结果表明,1.0 V是实现安全拆解的临界电压;与物理放电相比,化学放电不存在电压反弹的现象,可实现安全拆解。化学放电时戳穿安全阀并添加5%的NaCl可满足产业化放电要求,SOC(State of Charge, 荷电状态)为100%的动力电池放电至安全截止电压需要15.3 h。对于10 Ah 以上的动力电池,戳入深度应控制在5 mm以内,10 Ah以内的动力电池不建议戳穿安全阀[27]。除了提前放电,也可以采用预防措施降低废旧电池的反应活性,抑制有害物质的释放,如低温拆解(-200 ℃液氮环境)、惰性气氛(CO2气氛)拆解、盐溶液中拆解(也称“湿法破碎”)都可以起到安全防护的作用。
3.2 分拣拆解
由于不同活性材料、不同使用目的、不同电池制造商生产的电池在体积、包装、材料组分等方面的差异较大,分拣拆解就成为必要的环节,其目的在于去掉废旧锂离子电池或电池组的外壳和包装,大幅减小废旧锂离子电池的体积,有针对性地分类处理不同类型废旧电池。在实验室研究和尚未规模化回收的企业,人工拆解仍是主要的拆解方式。也就是说,废旧电池的单体由操作人员用刀子、锯子等工具手动拆卸,去掉塑料或金属外壳,在此期间,仅采用佩戴防护眼镜、口罩、手套等劳动保护措施来保障工作人员的人身安全。通过手工拆解得到的活性物质纯度相对较高,整个电芯作为一个整体进入后续的处理阶段,减少了杂质的混入,从而简化后续处理流程,降低除杂成本,但是人工拆解仅能作为研究阶段或小作坊生产,不适合规模化处理,无法实现工业应用。因此,快速分选电池的机械化装置应运而生。荷兰飞利浦公司设计的传感器,能够感应每块电池的磁场,测出相应的反应频率,准确率能达到99%,但是电池必须逐个通过传感器,分拣速度较慢[28]。在德国,按照电池形状和大小经过简单的人工拣选后,利用X射线检查法来进一步细分不同组成成分的电池,放置在传送带上的电池经过X射线的扫描,实时分析出电池类型,机械分选至不同的容器,分选速度能达到12块/秒。面对未来数量惊人,体积庞大的废旧电池,高度机械化的分拣拆解方式必然取代人工拆解,机械操作将把塑料或金属外壳封装的电池用钢锯切割出去两端及壳体,获得电池内部的材料。接下来,依据正极材料的化学组分采用更具针对性的回收工艺进行批量处理。
3.3 粉碎筛分
为富集有价金属材料,粉碎筛分是关键的环节,可分为干法和湿法两种。干法粉碎过程中,所有电池组分都暴露在空气中,正负极也容易产生微短路的现象。另外,由于粉碎机械的高速运转和材料间的摩擦,会使环境温度升高,可能产生粉尘、噪音和热污染,加上空气中电解液分解释放产生的有毒有害气体,如电解质、碳酸酯类、苯及其衍生物等,潜在很高的安全隐患。因此,粉碎过程中污染物的迁移转化规律和气体,粉尘的收集处理,需要更深入的研究,以防二次污染。Zhang等分别对正负极片进行了粉碎筛分[29],结果表明:不同的组成成分会在不同粒径尺寸下富集,筛分过程实际就是不同物质分离,同种物质富集的过程。通常,塑料、隔膜、铝箔和铜箔富集在粗粒径产物中,而正负极活性物质集中在~0.2 mm细粒径部分。经过500 ℃的高温热解,由于有机粘结剂在高温下分解,使得粉碎过程中粗细颗粒的分离更加彻底,活性物质分剥离率达到99.60%以上,主要集中在~0.045 mm的超细颗粒中。
与之相比,湿法粉碎具有更高的安全性,但是更容易将破碎形成的细小颗粒混杂在一起,增加后续分离的难度,同时,水流的冲刷作用会造成大量活性材料的流失。另外粉碎程度对活性材料的颗粒尺寸和分离程度有重要的影响。电极极片粉碎程度小,其失重的比例就增大;如果对电池粉碎的程度加大,则会增加粉碎功耗,影响其他不溶物质的过筛分离。
3.4 分离处理
通过以上的各预处理阶段,部分正负极材料从 Al箔或Cu箔剥离,但由于粘结剂的使用,仍有部分附着在集流体上。导电碳、粘结剂、集流体和活性物质混杂在一起,仍需要进一步的分离处理,实现铝箔上有效活性物质的高效回收。为此,人们采用热处理、有机溶剂浸泡、碱溶液溶解等分离处理方法进行有益的尝试[30]。
热处理就是通过高温煅烧,将电池组分中的粘结剂和碳材料等烧掉,进而将活性物质分离出来。煅烧是目前工程应用中普遍采用的方法,其优点在于简单易操作,但高能耗且容易造成大气污染。有机溶剂浸泡法利用了“相似相容”的原理,采用极性较强的有机溶剂将粘结剂聚偏氟乙烯溶解,破坏集流体和活性物质接触界面的粘合,从而实现活性物质的脱离。有机溶剂浸泡不破坏材料的结构,不改变活性材料的组分,回收效率高;但是从成本和毒害性方面,有机溶剂的选择要更加慎重。碱液溶解法是利用铝箔的两性性质,利用碱溶液将铝箔溶解,而活性物质不溶于碱液,进而将二者分离。相关研究以氢氧化钠溶液为溶剂,在不同辅助条件作用下,实现集流体铝箔的溶解和正极活性物质的剥离。本课题组对比超声、水浴振荡、磁力搅拌等辅助条件,考察了不同NaOH溶液浓度、碱浸温度、料液比等影响因素,以铝箔完全溶解的时间为评价指标,通过实验确定碱浸法分离集流体的最佳工艺参数。抽滤后的滤渣烘干研磨成粉末供后续的酸浸处理使用,浸滤液中的偏铝酸钠通过滴加H2SO4溶液调节pH值,使铝以氢氧化铝的形式沉淀出来,实现铝的回收[31]。
4 废旧电池材料的溶解与纯化
4.1 酸浸溶解
4.1.1 利用无机酸溶解浸出金属离子
在废旧锂离子电池的回收过程中,湿法冶金是最主要的方法之一,其中酸溶液浸出的方法在正负极材料由固态转为离子态的过程中具有绝对优势。最初,人们采用较强的无机酸如HCl、H2SO4、HNO3和H3PO4等作溶剂浸取活性物质中的金属元素[32]。采用HCl将钴酸锂中Co3+还原为溶于水的Co2+,实现钴的浸出。由于HCl浸出会释放腐蚀性有害气体氯气,人们转而投向硫酸,并加入了还原剂H2O2;磷酸在无机酸中酸性较弱,但也不失为良好的浸取剂,在磷酸浸出过程中,钴以Co3(PO4)2沉淀的方式与水溶液中的锂离子实现分离并直接回收。Li等根据化学计量比添加低浓度的硫酸用于废旧磷酸铁锂电池的回收处理[33],实现了Li、 Fe、P的选择性浸取,同时一步实现了回收目标物与其他离子的有效分离。这有别于传统的采用过量的酸将所有离子全部浸出的策略,在低浓度H2SO4+H2O2体系中,锂经过酸浸,以离子形式溶解在溶液中,而铁和磷以FePO4固体形式被分离出来。优化条件下,硫酸的摩尔浓度为0.3 M,Li:H2SO4:H2O2的摩尔比为1:0.47:2.07。在锂的浸出效率达到96.85%的条件下,铁和磷的损失分别为0.027%和1.95%。通常,反应温度、时间、酸的浓度、固液比和还原剂含量等都会对金属离子浸取率有很大影响。
4.1.2 利用有机酸浸出金属离子
由于无机强酸多具有强酸性和强腐蚀性,并且在酸浸过程中产生有害气体和酸雾,对设备要求高,不易处理,对人体健康存在较大的危害,因此研究人员尝试用有机酸代替无机酸处理废旧电池,其中,使用柠檬酸、草酸、抗坏血酸、马来酸、脂肪酸、苹果酸、丁二酸、三乙酸等有机酸浸取废旧电池材料的研究成果不断发表[33,34,35,36,37]。表1总结了近三年来针对不同的废旧电池体系,在具有代表性的有机酸、无机酸、还原剂体系下浸出有价金属的优化条件及浸出效率。从表中可以发现,在最新的研究当中H2O2的还原作用逐步被有机物如葡萄糖等取代,浸出条件由于加入了机械化学的处理手段,降低了反应温度,整个浸出体系的化学条件也更温和,更环保。
表1 近三年利用有机和无机酸浸出废旧锂离子电池的代表性研究工作Table 1 Typical research works about the inorganic and organic acid leaching for spent lithium-ion batteries in recent years |
| work group | raw material | reagent | leaching conditions | leaching efficiency | ref |
|---|---|---|---|---|---|
| Barik S P(2017) | Spent LIBs | 1.75 mol/L HCl | 50 ℃, 120 min | 99.2%Li, 98%Co, 99%Mn | 22 |
| He L P(2017) | Spent LIBs (LiNi1/3Co1/3Mn1/3O2) | 1 mol/L H2SO4 + 1 vol% H2O2 | 40 ℃, 60 min | 99.7%Li, 99.7%Co 99.7%Mn, 99.7%Ni | 38 |
| Chen X P(2018) | Spent LIBs(LiCoO2) | 1 mol/L H2SO4 + 0.4 g/g Glucose | 95 ℃, 120 min | 96%Li, 98%Co | 39 |
| Guan J(2017) | Spent LIBs | 1 mol/L HNO3 | 250 min(grinding)+ 550 rpm(rotation) | 77.15% Li, 91.25%Co 100%Mn, 99.9%Ni | 40 |
| Chen X P(2017) | Spent LIBs(LiCoO2) | 0.7 mol/L H3PO4 + 4 vol% H2O2 | 40 ℃, 60 min | 99%Li, 99%Co | 41 |
| Meng Q(2017) | Spent LIBs(LiCoO2) | 1.5 mol/L H3PO4 + 0.02 mol/L Glucose | 80 ℃, 120 min | 100%Li, 98%Co | 42 |
| Li L(2019) | Spent LIBs(LiFePO4) | 20 g/g Citric Acid + H2O | 460 min(grinding) +300 rpm(rotation) | 97.8%Li, 95.6%Fe | 43 |
| Yu M(2019) | LiCoO2 | 1.0 mol/L Citric Acid + 8 vol% H2O2 | 70 ℃, 70 min | 99% | 44 |
| Gao W F(2018) | Spent LIBs (LiNi x Co y Mn1- x - y O2) | 3.5 mol/L Acetic Acid + 4 vol% H2O2 | 60 ℃, 60 min | 99.97%Li, 93.62%Co 96.32% Mn, 92.67% Ni | 45 |
| He L P(2017) | Spent LIBs(LiCoO2 and LiNi0.5Co0.2Mn0.3O2) | 2 mol/L L-tartaric Acid + 4 vol% H2O2 | 70 ℃, 30 min | 99.1%Li, 98.6%Co 99.3%Mn, 99.3%Ni | 46 |
| Zhuang L Q (2019) | Spent LIBs (LiNi0.5Co0.2Mn0.3O2) | 0.2 M Phosphoric acid +0.4 M Citric acid | 90 ℃, 30 min | 100% Li, 91.63%Co 92.00% Mn, 93.38%Ni | 47 |
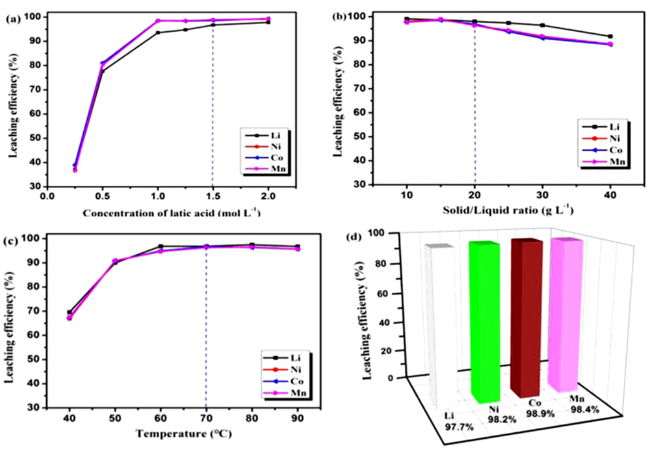
Li等在对天然有机酸浸取废旧电池进行的系统研究中取得了显著的成绩,采用柠檬酸、乳酸、草酸、抗坏血酸、马来酸等一系列有机酸浸取钴酸锂和三元材料[48,49,50]。乳酸在对锂离子电池三元材料的浸出过程中起到浸出剂和螯合剂双重作用,通过对乳酸浓度、固液比、H2O2用量等条件优化实验的探索,实现了Li、Ni、Co和Mn的浸出率的同步提升,分别达到97.7%、98.2%、 98.9%和98.4%。如图4所示。Li等[49]通过对比研究不同有机酸体系优化条件下对金属离子的浸出效率,发现各金属离子浸出率均达到97.50%以上,表现尤为突出的是马来酸,对锂离子的浸出效率达到99.45%,同时根据缩合模型,对各离子的有机酸浸出过程进行动力学方程计算,锂、钴、镍、锰的浸出活化能分别为66.86、86.57、49.46和45.23 kJ·mol-1,这表明浸出过程是一个化学控制反应,温度对其影响显著。整个过程不产生有毒有害气体,处理后的废液也易生物降解,具有环境友好性的同时,研究人员对这一过程进行了经济分析,从有机酸和还原剂的价格,浸出时间、温度、浸出后期产物等方面进行比较。结果表明:有机酸浸出在原料成本和附加值方面更具优势,能有效提高回收效率,带来环境收益。
4.1.3 利用生物质酸浸出金属离子
微生物代谢活动产生的酸同样可以从废旧锂离子电池中浸出金属元素。利用微生物分解产生酸性体系有选择性地将金属化合物溶解,得到金属离子溶液,微生物生长所需能源取自液化矿物中的硫和铁,另加少量氮、磷等营养成分,目标组分参与生物代谢从而实现离子化的转变并与杂质分离。 Bahalooo-Horeh等采用环境友好的生物浸出法[51],利用Acidithiobacillus thiooxidans 代谢产生的有机酸浸出金属离子,在矿浆浓度为30 g/L的条件下,锂的回收率达到99%,同时对生物浸出后的残留物进行了毒性测试,完全满足安全排放的环境标准。张颢竞[52]经过长期筛选驯化得到的一株金属耐受能力较强的氧化亚铁硫杆菌(T.f)ESY06,以酸浸-生物浸出工艺相结合,依靠ESY06菌的作用维持反应所需要的高氧化还原电位,通过Fe3+、Fe2+之间的不断转换实现金属浸出,最终从废锂离子电池电极材料中回收99.88%的铜、99.39%的钴、99.55%的镍。生物浸出的最大优点是反应条件温和、培养成本低、耗酸少、环保;安全最大缺点是氧化速度慢,浸出时间长,细菌的培养和繁殖受客观条件制约,耐受重金属能力低,难以实现大批量快速提取电池中的有价金属。
4.2 除杂纯化
经过了酸浸过程,固态的金属氧化物或化合物转化成离子形式,溶解在酸性水溶液中。在回收实践中,金属元素的回收率也在此阶段进行测算。针对第一代钴酸锂电池,通常针对目标金属钴和锂,利用不同沉淀剂完成两者的分离和沉淀,获得的初级产物多为Li2CO3和Co3O4。随着磷酸铁锂电池和三元废旧电池的加入,整个回收体系更为复杂,逐一实现不同元素的分别回收会延长工艺流程,增加技术难度,提高回收成本,因此,研究的角度转向共沉淀技术,将有价金属Ni、Co、Mn共同沉淀下来,形成再制备电池材料的前驱体,这就提出了另一个技术难题,如何纯化金属混合液,将溶液中作为杂质的离子去除?
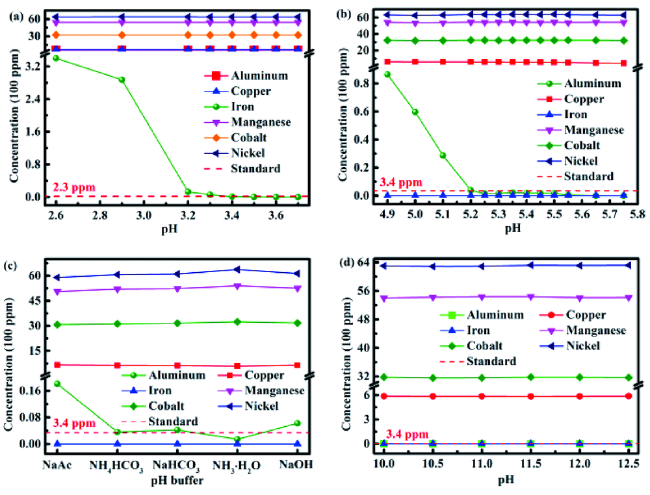
相关研究采用有机溶剂萃取、离子交换、化学沉淀等方法从金属浸出液中去除杂质,回收金属离子,这其中溶剂萃取效果显著。常用的萃取剂有Cyanex 272、D2EHPA,Acorga M5640和PC-88A,沉淀剂如氨水、柠檬酸和草酸铵[53,54,55,56]。Pagnanelli等采用有机萃取剂D2EPHA和Cyanex 272[53],去除和分离作为杂质物质的Li、Mn、Ni,最终得到富含Co的有机相,利用碳酸钠沉淀得到高纯度的碳酸钴。Nayl等在搅拌条件下[54],将浸出液等比例加入到含有20%Acorga M5640的煤油中,室温下经过30 min去杂质Fe(Ⅲ)、Cu(Ⅱ)、Al(Ⅲ)。利用有机溶剂萃取杂质离子分离效果好,但是成本较高,容易带来次生有机污染。Peng等利用不同价态金属离子在水溶液中形成沉淀的pH区间范围及其对应的氢氧化物沉淀的溶度积大小去除回收金属液中的铜、铝、铁等杂质[55]。图5是在pH调节全过程中,金属液中各杂质离子和回收目标离子的含量以及不同pH缓冲液对杂质离子去除效果的影响。结果表明:在pH值为3.5和5.25时可依次有效去除铁和铝杂质离子;考察的五种 pH 值调节试剂中,氨水的除铝效果最好;调节溶液pH值到5.25时不会带出镍、钴、锰离子,但该方法不能达到去除铜杂质的目的。因此,进一步采用电沉积法除铜具有很高的选择性,可除去高浓度的铜杂质,再经过萃取剂萃取除去低浓度的铜杂质。整个除杂过程完成后,镍、钴、锰元素的回收率分别为99.58%、99.75%和99.61%,镍、钴、锰的综合回收率为99.63%。
Kang等通过向酸浸液中加入4 M的NaOH 溶液[56],调整pH值至6.5,再加入质量分数为50%的CaCO3溶液,使溶液中的杂质Fe、Cu和Al以沉淀的形式析出并过滤除去,这一过程操作简单,去除效率高,铁,铜和铝杂质的去除效率达到99%以上,但是锂和钴的损失分别达到1.6%和6.7%。谌谷春等针对经过硫酸-双氧水体系溶解的废旧三元金属溶液进行了除杂研究[57]。采用黄钠铁矾法除铁,反应时间2 h,pH值为3.5, 再加入碳酸氢铵溶液,控制pH值为4.5,用水解法去除溶液中的铝离子,最后,利用萃取剂N902 萃取除铜。杂质去除后,溶液中含有的主要金属离子为钴、镍、锰,通过共沉淀方式回收,作为三元材料前驱体。
5 废旧材料的回收再利用
5.1 以金属或原材料形式回收
通过上述不同方法或者不同方法的组合完成除杂阶段以后,通常采用化学沉淀法以初级产品或者原料的形式回收电池材料[58]。沉淀剂的选择和沉淀条件的确定,对金属离子以何种形式分离出来具有关键作用。常用的沉淀剂有碳酸钠、氢氧化钠和草酸铵等[59],一般是将Co以氢氧化钴和草酸钴沉淀的形式分离出来,Li则是以碳酸锂的形式沉淀出来。Vishvakarma针对电池拆解粉碎后的细组分(-53 μm),利用碳热还原和湿法磁选分离,以金属钴单质的形式实现对废旧钴酸锂电池中有价金属的回收[60]。研究发现:在900 ℃条件下,碳热还原5 min,通过XRD可以观察到CoO,石墨和Co的特征峰,此时钴由+3价还原为+2价;随着时间延长到15 min,CoO特征峰消失,时间的延长导致钴氧化物全部还原为金属态的钴,整个反应分两阶段完成。相比之下,实现锂金属离子的高效回收具有很高的技术难度。Zhang等以选择性回收锂为目标,利用过量0.05倍的Na2S2O8将LiFePO4氧化为FePO4,由于在氧化浸出过程中,固体结构没有被破坏,因此浸出效率很高,99%以上的锂离子在室温条件下20 min内即可完成选择性浸出,最终通过添加Na2CO3回收锂盐,碳酸锂的纯度达到99%[61]。与之相类似,Yu通过一步氧化还原就完成了LiFePO4的氧化和LiOH的富集[62]。在三电极体系中利用[Fe(CN)6]3-的强氧化性在闭环体系反应,没有污染物产生,不需要化学浸出和沉淀步骤的情况下,实现了高纯度FePO4和LiOH的回收。体系中发生的电化学反应如下:
LiFePO4 + [Fe(CN)6]3-→FePO4 + Li+ + [Fe(CN)6]4-
[Fe(CN)6]4- + e -→[Fe(CN)6]3-
O2 + 2H2O + 4e -→4OH-
Song等从低浓度的Li3PO4溶液中利用离子交换分离出锂离子[63],优化条件下萃取液中锂的浓度是18.1 g/L,P/Li的质量比减少到0.0044,经有效分离后,化学沉淀得到碳酸锂,最终产物达到GB/T 11075-2013的产品标准。沉淀法的优点在于操作简单,分离效果好,对设备要求较低,一般回收率较高。以金属或者原料形式回收废旧锂离子电池的技术相对成熟,工艺流程短,在现有冶金设备基础上经过简单的技术改造即可实现,但产品的附加值不高。Atia提出了一种改进的湿法冶金工艺用于锂离子电池的回收[64]。在经过预处理,获得具有代表性的电极材料以后,依次经过铁沉淀-液液萃取和Li-Na分离纯化,得到氧化钴(Co3O4,纯度83%)、草酸钴(CoC2O4,纯度96%)、氧化镍(NiO,纯度89%)和碳酸锂(Li2CO3,纯度99.8%)。根据回收方法的不同,石墨的回收率为定量,钴的回收率为80%~85%,镍的回收率为90%,锂的回收率为72%。按照零废物排放的原则,通过二次处理,得到硫酸钠(Na2SO4,纯度96%)和MnCoFe2O4磁性纳米吸附剂。
另外,以金属形式回收废旧锂离子电池的有价金属通常采用碳热还原处理。在三元电池中,由于镍、钴、锰具有相似的化学性质,很难进一步分离。为了提高回收价值,Huang等根据吉布斯自由能分析Ni2+和Co2+的还原过程,提出了一个循序渐进的真空碳还原技术,从废锂离子电极粉末中依次还原回收镍和钴[65]。在真空691 ℃和873 ℃条件下被还原的镍和钴经过磁选法进行依次分离,最终得到金属形态的废旧锂离子电池回收产物。此外,为了节约能源和精确还原,他们还分析了真空传热过程并建立了计算电极粉末真实温度的模型,用来精确控制还原温度,提高传热效率。
5.2 直接再生正极材料
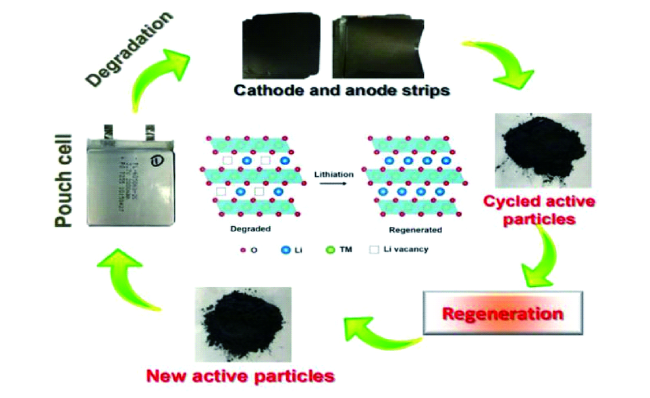
Nature发表的一篇名为“Lazarus batteries(复活电池)”的展望中就提到了废旧锂离子电池回收过程中,直接修复法将替代目前复杂、能耗高、不经济的回收方式,宣称“未来死电池将很容易复活”[66]。目前建立的回收方法中正极材料主要以湿法冶金为主,先用酸溶解后进行化学沉淀。大量的酸和碱溶液的使用产生额外的废物的同时使回收过程复杂化。更重要的是,在这样一个破坏性的回收过程中,正极材料颗粒中的可用能量损失殆尽。最近,人们对正极材料的直接回收越来越感兴趣,这种相对绿色的回收思路和方法简化了回收过程并保留了嵌入的能量。Sloop发现不需要火法的煅烧,也不存在湿法处理给材料结构带来的破坏或彻底改变,将正极材料浸泡在条件温和的化学溶剂中即可完成废旧正极材料的直接修复[67,68]。美国OnTo公司正在使用该方法对报废电动汽车电池材料进行修复,修复后材料被组装成新的电池接受充放电测试,目前已经正常运行2000圈[69]。
直接再生正极材料的技术关键就在于确保各金属元素的化学计量比,修复破碎或坍塌的晶体结构,确保锂离子通道的畅通。加州大学Yang等研究了通过简单的高温烧结法直接修复回收废旧 LiCoO2材料[70, 71],其流程图如图6所示。省去传统回收方法中“酸浸-沉淀-前驱体制备-重新合成材料”等一系列过程,直接通过计算加入相应化学计量的 Li2CO3,在不同温度条件下烧结得到LiCoO2正极材料。结果表明:在850 ℃,煅烧12 h条件下修复得到的钴酸锂的放电容量和倍率性能最佳;LiCoO2材料中少量的杂质Co3O4在煅烧过程中与Li2CO3反应生成LiCoO2。不只废旧LiCoO2电池,LiFePO4材料也可以采用直接修复的方法实现回收再利用。Li等利用Li2CO3作为修复剂,不经过酸浸过程直接再生LiFePO4正极材料。经过不同煅烧温度的探索发现,650 ℃条件下回收材料中的杂质相与Li2CO3反应重新合成LiFePO4,残留的PVDF粘结剂分解,导致团聚作用降低,振实密度和平均粒径增加,此时再生的材料具有最优越的物理化学性质和电化学性能,完全可以满足中端锂离子电池市场需求[72]。
除了高温烧结以外,直接修复的另一个思路是采用LiOH溶液作为锂补充剂,通过水热的方法补充循环过程中损失的锂,然后经过800 ℃退火得到修复后的活性材料,该方法用于钴酸锂、三元材料及其混合体中,也表现出了良好的电化学性能。当然,对于不同组分的活性物质,在修复再生过程中水热和退火的条件也不尽相同,如高镍材料的修复就需要更高的水热温度和更长的时间才能使足够的锂离子填补到锂空位当中去。
5.3 重新合成电极材料
在过去的几十年里,对锂离子电池(LIBs)的需求一直高速增长,以满足混合动力汽车和电动便携设备的市场需求,因此,对废旧电池中稀有金属如钴和锂的回收利用就成为这类矿产资源可持续发展的战略选择,同时也保证锂离子电池产量的稳定。通过固相合成、共沉淀、溶胶-凝胶、水热等方法,可以实现废旧锂离子电池回收材料的再制备,将具有较高附加值的电极材料重新应用于便携电子产品及交通能源领域的能量转换。高温固相法是制备金属氧化物最常用的方法,按化学计量比将反应物混合研磨均匀,进行压片或造粒后,置于高温炉中在一定的气氛氛围下烧结,最终得到所要制备的材料产物。其中,烧结的气氛、时间、温度以及所选用的原料等因素,对最终产物的晶体结构与电化学性能有重要的影响。Santos等开发出一套成本低、环境友好性强、工业应用前景好的闭环回收再利用工艺[73],从废手机锂离子电池的LiCoO2阴极中回收钴和锂化合物。整个过程基于简单的“蒸发-煅烧-水溶”化学反应,以柠檬酸为绿色浸出剂,钴以CoC2O4·2H2O、Co3O4形式回收、回收锂为Li2CO3。回收的钴和锂化合物经球磨过程形成10 mm小球,然后在O2气氛下通过750 ℃高温固态反应重新合成LiCoO2,通过XRD精修数据的比对,(003)与(101)晶面衍射峰强度比值为2.06,晶格参数c/a为4.99,与LiCoO2标准品的相关参数契合,表明再合成材料具有良好结晶性和结构有序的晶体化合物。Methekar等同样采用高温固相合成的方式[74],利用提取出的草酸钴和碳酸锂合成锂钴氧化物,但是温度,煅烧时间和煅烧气氛有所不同。通过XRD、XRF、ICP-AES等分析方法对其进行了分析,通过计算得出再合成的锂钴氧化物的纯度高于91%。
高温固相合成法通常伴随着机械化学活化,同样适用于磷酸铁锂和三元材料的再制备。Xu等利用机械化学活化法均匀混合前驱体,利用一步固态加热处理得到1-xLiFePO4@xLi3V2(PO4)3复合材料,所用原料均为回收产物[75]。在高温固态反应过程中,原料中粘结剂和导电碳的分解为合成反应提供了还原环境和原位包覆碳源;当x < 0.01时,V5+掺杂在Fe2+的位点上,而当x≥0.03时,V5+掺杂与Li3V2(PO4)3共存。V5+掺杂辅以原位碳涂层复合材料的电化学性能最好。在放电速率为0.1 C条件下,优化样品的放电容量为154.3 mAh·g-1;100个循环之后,几乎具有100%的高容量保留率。Kim等利用回收液中的锰和钴在950 ℃高温条件下固态反应合成了LiCo1- x Mn x O2正极材料,当材料中Co:Mn的比例达到10:1时,在20 mA/g的电流密度下放电容量达到156.3 mAh[76]。高温固相法操作简便,易于工业化生产,但是该方法的烧结时间长、合成温度高、能耗大、产物的一致性、均匀性和重现性较差。
共沉淀法是目前工业合成三元正极材料最常用的方法,三元材料因其含有多种金属离子,因此金属离子的均匀分布对电化学性能有很大影响,而传统的高温烧结法无法满足原子级别的混合和均匀性,而以溶液反应为主的共沉淀法可以达到金属离子在原子尺度上的混合,合成出的三元正极材料性能优异的。Co、Ni和Mn等过渡金属离子的性质相似,不易分离,因此考虑直接将多种离子重新合成电极材料使用,避免了分离的复杂步骤。常用的沉淀剂有氢氧化物、碳酸盐和草酸盐沉淀。
Yang等以“共萃共沉”为基础,通过萃取过渡金属、回收锂、再生正极材料等一系列工艺流程完成了废旧三元正极材料的再制备[77]。利用D2EHPA作为萃取剂,磺化煤油为稀释剂,优化镍、钴、锰三种金属离子的共萃条件,萃取率依次达到85%、99%、100%,以沉淀物形式回收的Li2CO3的纯度也高达99.2%。人为调配各金属离子的比例后,共沉淀制备出粒径约为10 μm的球形Ni1/3Co1/3Mn1/3(OH)2前驱体,再制备的三元材料具有很好的循环性能,100圈后容量保持率在94%(在0.5 C倍率下),可以与在相同条件下,由新鲜原料制备的同类材料相比较。Park采用同样的方法再制备了111型三元材料,同时考察了杂质元素Fe在回收材料合成过程中的影响[78]。随着铁含量的增加,形成了Ni2+/Fe3+和Li+的阳离子混杂,破坏了再制备的镍钴锰酸锂材料的结构。对循环后全电池的石墨负极表面进行能量色散光谱分析证实:Fe对提高材料的容量保持性能具有积极作用。因此,尽管在锂电池回收过程中铁被认为是杂质成分,但是少量的Fe(≤0.25%)能够对电池能量的提高和循环稳定性的增强有促进作用。此外,富锂锰基材料由于其优良的放电容量(250 mAh·g-1),宽电压范围,低成本,吸引人们的关注,更适合高能量密度锂离子电池的需求,满足预期增长的需求。Zhang等从广泛应用的LiMn2O4废旧电池中回收正极材料[79],通过浸出和共沉淀等步骤实现Li1.2[Mn0.56Ni0.16Co0.08]O2材料的再制备,回收材料展示出优异的电化学性能,在充放电倍率为0.1 C, 电压范围为2.5~4.6 V时,容量达到239.4 mAh·g-1;0.1 C循环100 圈后容量保持率为81.0%。此方法同样适用于商用废旧LiFePO4、LiCoO2、Ni/Co/Mn基电池的回收。
Chen等将共沉淀法在回收和再合成正极材料方面的技术优势和工业应用前景进行了进一步验证[80]。利用无机酸浸出和共沉淀反应等典型的湿法冶金工序组成闭合的回收再利用过程,从1 kg小规模的废旧电池回收实验等比例增加的30 kg,168 h连续进料的处理规模,该技术路线接受了来自通用、福特、菲亚特、克莱斯勒等不同品牌电动汽车拆解下来的锂离子电池的普适性考验,回收得到的正极材料达到甚至超过商用正极材料的电化学性能。其优势在于工艺设备简单,有利于工业化生产;溶液态混合可精确控制组分的含量,实现分子/原子级的均匀混合;在沉淀反应过程中,可以通过控制沉淀条件来控制所得前驱体的纯度、颗粒大小、分散性和相组成,缺点是沉淀过程的影响因素较多,容易产生杂质共沉淀。
溶胶-凝胶法是一种以金属有机化合物、金属无机化合物或两者的混合物为母体,加入适量螯合剂,经过水解、缩聚、成核和生长一系列过程逐渐凝胶化,经相应的后续处理获得产物的新工艺。Li以回收材料酸浸液中的钴为钴源,醋酸锂为锂源,用氨水调节体系pH值保持在6.5,同时加入两滴乙二醇作为分散剂,辅助提高合成材料的均一性[81]。溶液在80 ℃条件下蒸发除水形成透明胶体,凝胶前驱体经过120 ℃真空干燥出去有机成分后,经高温煅烧最终完成钴酸锂材料的制备。Yao利用有机酸为浸出剂,通过调整浸出液的酸碱度和金属离子比例,采用溶胶-凝胶法回收再制备了LiNi1/3Co1/3Mn1/3O2正极材料。苹果酸和柠檬酸作为浸出剂,同时也起到螯合剂的作用,因此在材料合成过程中无需另外添加其他溶剂[82]。合成材料的首圈充放电容量分别达到152.9 mAh·g-1和147.2 mAh·g-1(2.75~4.25 V, 0.2 C),100圈循环后的容量保持率为95.06%(0.5 C)。同样是采用溶胶-凝胶的方法,Li从混合废旧锂离子电池[83],包括LiCoO2,LiCo1/3Ni1/3Mn1/3O2和LiMn2O4体系中回收锂、镍、钴、锰。由于回收液中含有痕量的铝参与反应,形成了铝掺杂结构,利用废旧电池回收材料再制备的三元材料在充电比容量和长周期循环后放电容量均高于新鲜原料制备的三元材料。在1 C倍率下循环300圈后,回收材料再制备的LiNi1/3Co1/3Mn1/3O2材料容量保持在113.2 mAh·g-1,而新鲜原料合成的LiNi1/3Co1/3Mn1/3O2容量仅为78.4 mAh·g-1。从以上研究结果可以发现,溶胶-凝胶法需要的设备简单、热处理温度低、可以实现各组分原子级混合,制得的产物粒径分布窄,纯度高和均匀性强,但是合成周期较长、过程控制要求高、需要蒸发大量溶剂、工程应用成本较高。
水热法属于液相化学法,以水为溶剂,将溶液密封于反应釜中,在高温高压的条件下进行反应,经一系列后续处理得到产物。Wang利用从正极片上回收得到的Li3PO4作为锂源,FeSO4·7H2O作为铁源,通过水热反应合成了LiFePO4材料[84]。分析结果表明:随着水热反应温度的升高,再合成LiFePO4材料的形貌更规则,粒径更小;在200 ℃条件下的电化学表现尤为突出,1 C条件下的初始容量为144.25 mAh·g-1,200圈的容量保持率达到96.7%。 Kim等创新性地用水热法一步反应实现LiCoO2活性材料,导电碳、粘结剂、铝集流体和隔膜的分离与回收[85]。由于反应在高温富锂的环境中进行,得到的LiCoO2具有空间群R-3m的晶体结构,组装电池后经过测试放电容量也较高(144 mAh·g-1)。但是,得到具有较好晶体结构和形貌的回收材料需要对反应条件进行严格的控制,反应安全性也较差,成本高、产量少,主要适用于新材料的研发,不适合工业化生产。
6 废旧电解液的无害化处理与回收
在废旧锂离子电池回收工艺过程中,为了避免回收材料中杂质成分的污染,可将正负极集流体分开回收,但鲜少提及含量较少且在循环过程中有消耗的电解液的变化与处理,大多数只考虑了有价金属的回收处理,对锂离子电池中环境影响危害最大的电解液的研究相对薄弱。大多数研究者认为,电解质LiPF6在电池粉碎的过程中会分解为LiF和PF,并且会溶解于随后的酸浸过程,而有机溶剂PC(碳酸丙烯酯)和DEC(碳酸二乙酯)会在粉碎过程中蒸发,因此没有在锂离子电池回收过程中设计针对电解液的处理步骤。事实上,火法处理时电解液挥发或燃烧分解,产生温室气体CO2, 并最终形成含氟烟气和大量粉尘;湿法处理时,可溶性的氟化物会造成水体氟污染,通过环境中的转化和迁移,直接或间接危害人体[86]。Chen等就针对废旧电池回收过程中产生的废气的化学组成和潜在危害进行了深入研究,并首次通过热重-差热分析耦合电子轰击源质谱手段(TG-DSC-EI-MS)实时在线监测气体释放情况、定性分析确认产生的气体有无机气体H2、H2O、CO2 以及气态烃类和含氟气体[87]。另外,产生气体的种类和数量受不同气象条件和热解温度的影响很大,据此可以制定不同的废气处理方案和管理措施,同时开展大气环境评价与治理。
6.1 采用传统物理化学方法无害化处理电解液
Nan等考虑到拆解后的电芯所吸附的电解液暴露在潮湿空气中,易与水发生反应产生五氟化砷(AsF5)、五氟化磷和氟化氢等有毒气体,因此,在其研究中将拆解后的电芯立即用碱液浸泡的方式处理[88]。郭雅峰等[89]认为锂离子电池的电解质LiPF6的热稳定性和抗水性比较差,与水反应分解产生HF等有毒气体,使用去离子水浸泡放电拆解后得到的电芯,然后使用Na2CO3中和含有HF的浸泡液。溶液浸泡法可以将电解液中的电解质锂盐溶解于溶液中,充分考虑了电解液中锂盐分解带来的问题,避免了有毒气体对人体带来的危害,但电解液中的有机溶剂经过水解反应,生成的有毒小分子有机物,如甲醇、乙醛、甲酸等,易溶于水且难降解,可能会造成水体的污染。近年来,越来越多的研究者以热解为主要手段,从不同侧面研究废旧电解液污染物的产生及影响因素,为无害化处理电解液提供更有力的手段和技术支持[90]。针对电解液进行的研究多以热解为主要手段,Zhang等通过热解强化废旧电极材料分离浮选的角度深入研究了有机物和电解液在不同温度条件下的变化情况[91]。通过TG-DTG 曲线表现出的三个失重阶段及各阶段对应的TG-GC-MS测试结果表明:在温度较低(100~250 ℃)时,失重现象主要表现为电解液受热后的快速挥发,热解产物主要为碳酸二甲酯、碳酸乙烯酯、碳酸丙烯酯,随着温度的升高(250~350 ℃),热解产物中出现过氧化二甲基和丙酸,据此可以判定有部分电解液发生分解,当温度达到350~550 ℃时,失重的主要原因是电极材料中有机粘结剂的受热分解,主要产物转为偏氟乙烯以及含氟苯。Zhong等分两步完成了废旧电解液的回收和无害化处理[92]。第一阶段在低温条件下(120 ℃)通过蒸发作用使99.91%的有机溶剂蒸发并收集回收;第二阶段在氮气、550 ℃高温条件下热解,无害化处理电解液中六氟磷酸锂的同时实现集流体和活性物质的脱离。利用质谱对热解气体和热解焦油进行检测,发现三十余种烯烃类、长链芳香烃类及醇类物质,但是研究者并没有深入追踪六氟磷酸锂的分解转化路径及产物。
SONY公司将废旧锂离子电池投入约1000 ℃的炉中进行焙烧,焚烧后的金属产物经过标准的湿法冶金的方法回收处理,而其中的电解液组分,如有机物、锂和氟全部随高温煅烧蒸气排放,通过一个气体洗脱装置处理。这种通过高温处理使有机溶剂挥发或生成CO2排放的过程存在诸多问题,首先热处理过程能耗较高,需要几百度的高温煅烧;其次,伴随排放的还有大量含氟、含砷的粉尘,对周边的大气是严重的危害,如果增加气体脱除装置,又必然会增加处理成本。另外,经过高温焙烧,废旧锂离子电池中部分有价物质也会有所损失。目前,消费电子类锂离子电池本身所含电解液不多,经过使用报废后几乎无液态电解液存在,现有的回收过程中往往使用酸碱溶液对电芯进行简单浸泡处理除去LiPF6,或经高温焙烧处理直接将残余电解液有机物去除,并不是专门针对电解液的回收步骤。
AEA公司的目标是回收所有锂离子电池产生的废物,包括电解液[93]。具体方法是将首先将废旧锂离子电池于液氮或液氩中冷却到-325 °F(-198.3 ℃),使其各有害物质的反应活性降低,反应可控性增加,再用机械粉碎并溶解在水中,其中的锂离子与水反应的主要产物是氢氧化锂,该过程可以有效控制电池内的有害物质扩散。低温冷冻处理是一种有效的处理手段,但不能最终解决电解液的处理和回收问题,仍然需要与其他方法相结合,最终实现电解液的有效回收。
真空处理可以分成真空挤压和真空热解两种。中航锂电[94]采用抽真空-挤压工序收集电解液,将废旧锂离子电池倾斜放置12~72 h,使电池内部的电解液集中,再将电池切口,朝下倾斜置于相对压力为-0.05~-0.09 MPa的真空环境中,保持压力2~20 min,收集流出的电解液。Sun等采用真空热解技术分离废旧锂离子电池中的有机粘结剂和电解液[95],确定了理想的真空热解条件:于600 ℃下真空蒸发30 min,并于气压低于1.0 kPa温度-10 ℃的冷阱中收集热解产物的冷凝气体。收集的热解产物经FT-IR分析,主要为碳氟有机化合物,阻止了氟化物的排放造成的环境污染。真空处理可以阻止锂离子电池电解液分解和挥发出的有害气体污染环境,方便后续的电极材料回收工作;电解质LiPF6和有机溶剂可以收集起来并重新利用,但对设备和工艺条件要求高。
6.2 利用超临界CO2萃取技术回收电解液
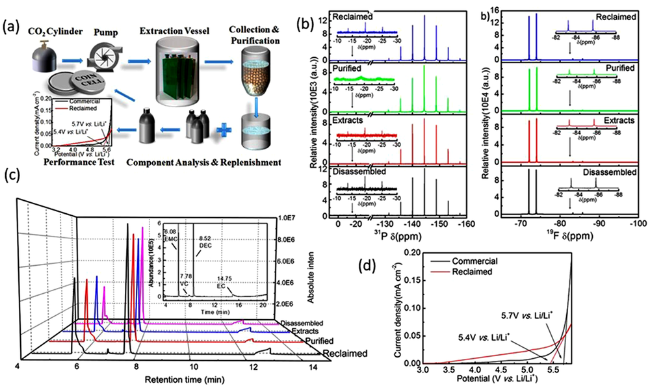
超临界二氧化碳萃取是一种将CO2流体作为萃取剂,把一种成分(萃取物)从混合物(基质)中分离出来的技术,主要应用于食品和中药产业,提取高附加值产品,如啤酒花中有效成分的提取,咖啡豆的脱咖啡因,中药有效成分的提取。Sloop第一个将超临界萃取的方法应用到废旧锂离子电池回收处理过程中[96]。通过调节超临界反应釜中CO2的温度和压力,使该CO2达到超临界状态,锂离子电池电解液溶解在超临界流体中,最终通过减压的方式实现电解液与CO2的分离,完成电解液的回收过程。Martin等采用两种隔膜对不同的二元有机组分电解液进行了超临界CO2萃取研究[97, 98],结果发现不同隔膜对萃取结果的影响很大,对于老化电解液的萃取,发现有三种中间产物生成。Mönnighoff等采用超临界CO2为萃取手段,对于不同策略,SOH达到70%的锂离子电池电解液进行了对比分析,深入研究了电解液老化的机理和不同终产物[99]。经过正化学电离和负化学电离(GC-PCI/NCI)进一步分析检测到17种挥发性有机产物,其中7种为首次发现。Liu等采用超临界CO2对三元电解液进行萃取[100, 101],通过响应面分析法优化了有机碳酸脂类有机溶剂的回收,得到了较高的回收效率。在此基础上,为了实现电解液超临界CO2回收产物的再利用,采用分子筛和弱碱性阴离子交换树脂除去废旧锂离子电池电解液回收产物中的水分和HF,按照商品化电解液的配方,补充成分合成了再利用电解液,并重新组装扣式电池测试其电化学性能。
利用超临界CO2萃取废旧锂离子电池电解液的过程演示如图7所示。废旧锂离子电池拆解、萃取、纯化和补充后的电解液各组分的含量变化及再利用电解液的电化学窗口。目前从有效成分、离子电导率和电化学窗口方面监测,接近或达到商用电解液指标要求,但是在锂离子迁移数和微量杂质检测去除方面仍有待提高。实践证明:利用超临界态CO2对非极性物质优良的溶解性质,超临界萃取法可将电解液从废旧的锂电池中分离,并且由于CO2是一种不易燃、无毒、廉价且环保的物质,能够实现分离与回收一体化操作,因此特别适用于锂电池电解液的回收过程。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
7 结论与展望
目前,每年有大量的废旧锂离子电池产生,它们的处理方式不是回收,而是填埋。主要原因是:第一,目前商业化的技术还有很多局限,不能带给企业预期的利润。多数情况下,回收得到的产品价值低,也不是所有的有价组分都能得到充分回收,回收技术的商业应用模式还不健全;第二,正极材料在不断的更新换代中,而废旧锂电池回收技术的研究相对滞后,这使得相应的回收技术很难跟上材料发展的步伐;第三,尽管目前已经确认进入生命周期末端的锂电池的有害性大大提高,但是在很多国家都没有出台强制的回收政策和规定。另一方面,由于锂离子电池使用范围扩大,使用数量激增,并且含有一定量具有危害性的组成成分,越来越多的研究关注锂离子电池主要组成成分的回收技术。这不仅仅有利于保护环境,还可以优化节约资源。
现有回收技术的主要目的是兼顾环境收益和经济效益的前提下,回收电池中的有价金属元素,如钴、镍、铜。随着锂离子电池应用范围和领域的改变,未来用于信息技术、电动车和混合动力车、航空航天等领域动力支持的大型锂离子电池占比必然增加,其报废处理如果仍旧采用目前的处理方式,将是对环境的巨大挑战,也是对资源的巨大浪费。因此,在未来废旧锂离子电池回收过程中,应着重解决以下几个问题:
仅有少数研究针对废旧锂离子电池中的负极石墨材料和电解液的处理与回收,我们认为这是锂电回收领域不可回避的问题。随着动力电池的大量应用,大尺寸大容量电池存在电解液量多的问题,锂离子电池的电解液是具有挥发性的,电池回收拆解电池时六氟磷酸锂在空气或有水存在时产生HF、PF5等气体对人体和环境具有危害性。如何处理电池可以减少电解液的危害性?将电解液进行无害化处理从长期来看也是必须解决的一个问题。
在废旧锂离子电池回收领域,利用微生物方法富集,回收的相关研究较少,实践证明,微生物处理技术最有利于环境友好,持续发展的技术,如果能在该领域有所突破,整个回收技术和工业应用都将收益无穷。
锂离子电池的生产技术在不断更新和变化当中,因此,锂离子电池的回收技术也需要做相应的调整和变化。不是仅仅找到回收贵重金属的方法,为了更合理地处理废旧锂离子电池,还应当回收其他对环境有害的材料。
因此,在现在和未来,我们都追求一种经济可行的、环境影响小、可用于工业应用的回收技术。发展完全闭环的回收体系,能够兼顾实现电解液等有机组分的无害化和有效利用,能够对不同材料电池的回收都行之有效,能够将回收得到的产品最大化地加以利用。