




1 引言
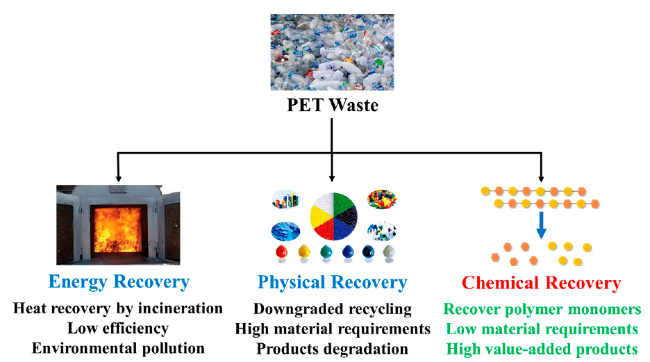
在众多塑料垃圾中,PET废弃物占比超过10%,是一种含碳量高、成本低、易获得的原料,是可用于生产材料的未开发资源[8⇓-10]。我国PET回收率已达88%,是塑料废弃物回收结构中占比最高的品种。目前,对PET废弃物的回收方式主要有能源、物理和化学回收法三种[11-12]。PET废弃物回收方式如图1所示,其中,能源回收通过焚烧处理无法资源化回收的脏乱塑料回收热量,但会排放大量有毒废气,造成大气污染,并且能量回收效率低下[13]。物理回收通过降级再生延长塑料的使用寿命,但只能处理高价值、品类单一且相对清洁的塑料,再生塑料价值较低且含杂质,最终仍将成为废弃物,并未从根本上解决塑料废弃物对环境的污染问题[14]。而化学回收可处理低价值、混合、受污染的塑料,减少有毒污染物排放,实现塑料废弃物的闭环循环及高值化应用[15⇓⇓-18]。
PET的化学回收是实现其高值化循环利用的关键途径,通过利用PET废弃物生产具有高附加值的单体或低聚物等化学物质,是绿色化学经济发展的重要步骤之一,也有利于实现“碳中和”约束下的绿色碳减排目标。基于此,本文综述了PET废弃物的各种化学解聚工艺的研究进展,分析了PET废弃物化学解聚技术存在的问题,并对PET废弃物化学解聚工艺的未来发展趋势进行了展望。
2 化学解聚方法
2.1 水解法
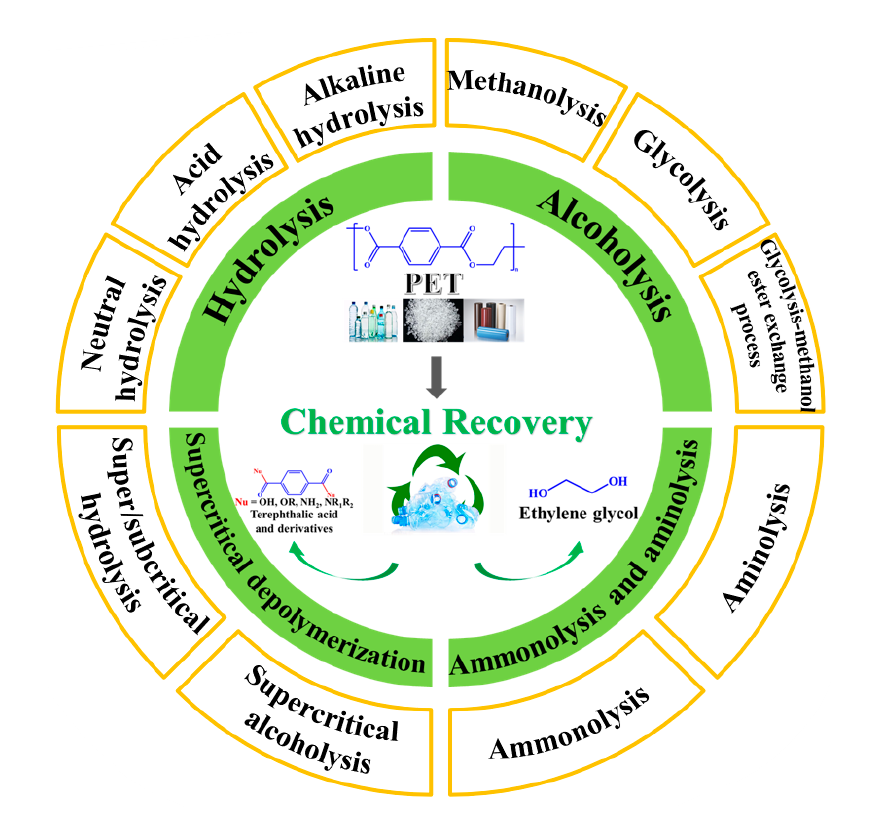
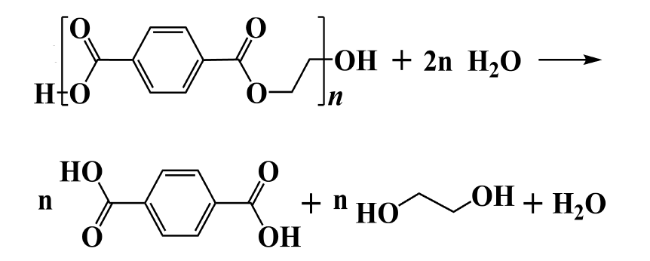
水解法是在一定的温度、压力等环境条件下,PET中的酯基被水解,大分子最终断链生成单体对苯二甲酸(TPA)和乙二醇(EG)的过程[21]。根据反应的pH条件,水解法可分为中性水解、酸性水解及碱性水解。
2.1.1 中性水解
为在较温和的条件下提高中性水解的反应速率,Gao等[24]以ZSM-5为催化剂,采用超临界CO2强化PET中性水解。在205 ℃、水/PET的质量比为10、5 h下,引入适量CO2可溶胀PET,提高PET链活性,使PET解聚率提高38.4%(35.8%到74.2%);而过量CO2会导致PET塑化,诱导PET结晶,阻碍水解。Stanica-Ezeanu等[25]利用NaHCO3+KHCO3的盐组合代替传统的醋酸盐(锌、钴、铜、镉等)催化剂,解决了反应体系中掺入金属离子导致TPA纯度降低的问题。在195 ℃、催化剂用量40 wt%下反应2 h,TPA产率提高了16.2%(79.5%到95.7%),但该体系的最终产物为TPA-Na2或TPA-K2,其易溶于水并保留在液相中,需额外的强酸处理使TPA沉淀分离。
2.1.2 酸性水解
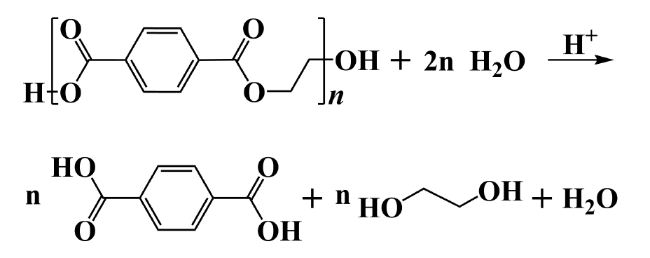
近年来酸性水解的研究方向主要集中于开发绿色高效、易于回收利用的新型酸催化剂。Yang 等[27]以价格低廉的对甲苯磺酸(PTSA)催化PET水解,研究发现,PTSA具有较高的反应活性,在150 ℃、PTSA浓度为0.8 mol/L、90 min时,PET完全解聚,TPA产率为96.2%。Yang等[28]以TPA作为PET酸性水解的催化剂,在220 ℃、TPA浓度为0.1 g/mL、H2O/PET质量比为8,反应3 h时,PET完全解聚,TPA产率为95.5%。相较于传统工艺,该法避免了烦琐的纯化过程及大量含盐废水的产生。Kang等[29]通过改变ZSM-5的Brønsted和Lewis酸性位点浓度,并将其用于微波辅助PET水解。结果表明,在230 ℃、20 min下TPA产率可达98%,Brønsted酸性位点对PET水解的贡献更大。与无催化剂相比,反应时间减半,活化能降低约为无催化剂的16分之一。
2.1.3 碱性水解
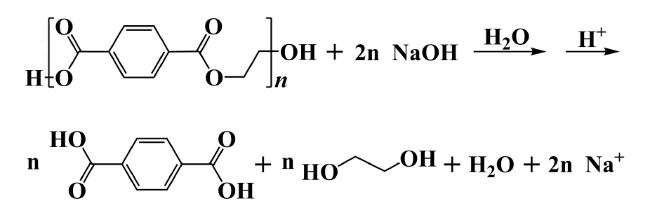
为使反应在更温和的条件下进行,Ügdüler等[31]采用NaOH-乙醇-水三组分解聚剂,对传统的两步碱性水解法进行优化。在80 ℃、乙醇-水体积比3∶2、5 wt% NaOH、20 min下,TPA产率为95%。他们认为,乙醇增大了产物在解聚剂中的溶解度,进而促使水解反应在低温、低压下高效进行。
2.2 醇解法
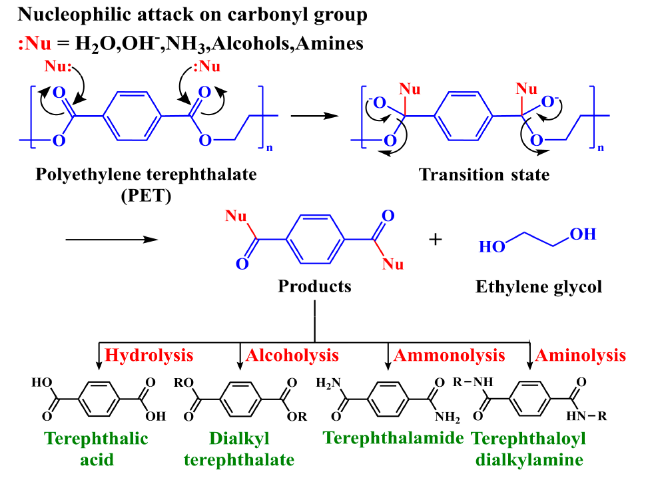
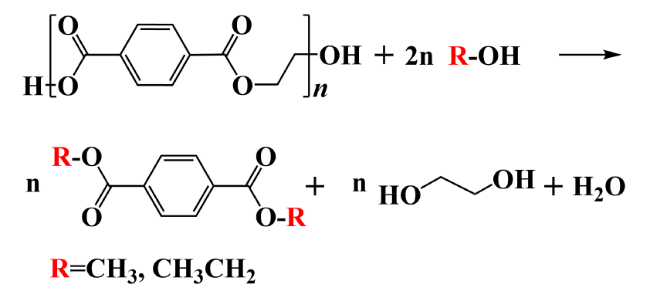
醇解法是在一定的温度、压力等环境条件下,通过醇对PET中羰基的攻击来破坏主链酯键,大分子最终断链生成EG和对苯二甲酸烷基酯的过 程[35]。根据所用醇种类的不同,一般分为一元醇解(主要是甲醇醇解)和多元醇解(也称为糖酵解,主要是乙二醇醇解)。
2.2.1 甲醇醇解
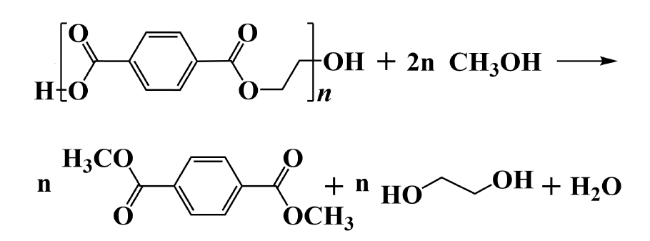
为使反应在更温和的条件下进行,Ye等[38]采用简易水解法开发了具有强Lewis酸位点和高比表面积的Ti0.5Si0.5O2介孔固体酸催化剂,对PET甲醇醇解具有优异的催化活性及稳定性。在160 ℃、5 wt% Ti0.5Si0.5O2、2 h下,PET完全解聚,DMT产率为98.2%,且循环使用5次后,未发现明显的活性损失。Tang等[39]采用初湿浸渍法制备了MgO/NaY催化剂,并用于PET的甲醇醇解。在200 ℃、甲醇/PET质量比为6、催化剂用量为4 wt%、30 min下,PET转化率为99%,DMT产率为91%,且循环使用6次后,仍具有良好催化活性。Tang等[40]选用乙腈作为PET甲醇醇解的助溶剂,成功将反应温度降至120 ℃以下,并显著缩短了反应时间(10 h到2 h),研究发现,乙腈的加入可以促进PET表面破裂,增加其比表面积,从而更好地与甲醇接触,有利于PET的断链和降解。
2.2.2 乙二醇醇解
乙二醇醇解通常在180~250 ℃、0.1~0.6 MPa下反应,生成对苯二甲酸双羟乙酯(BHET)单体及其低聚物,常用催化剂主要为金属醋酸盐,如醋酸锌、醋酸锰、醋酸钴及醋酸铅等[41]。乙二醇醇解法条件温和、工艺流程短,产物BHET用途广泛且附加值较高,可用于制备聚氨酯、不饱和聚酯、涂料、增塑剂等,已被美国Eastman、德国Hoechst及日本TORAY等企业小规模应用于工业化生产。然而,该工艺对原料要求较高,且反应常伴有低聚物生成,使得BHET的提纯工艺复杂。此外,在解聚过程中,若催化剂活性过高或其本身存在杂质基团,亦将导致产生副反应和BHET质量差等问题,限制了工艺的进一步扩大化。PET乙二醇醇解的主要反应式如图7所示。
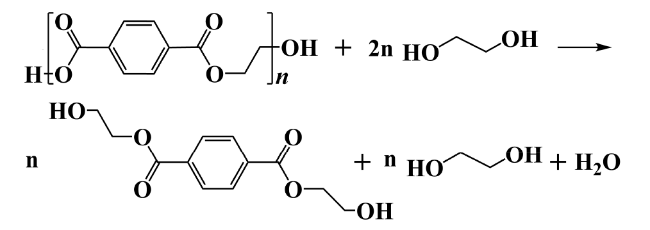
Ghaemy等[42]在198 ℃、10 h下采用乙二醇完全醇解PET,对醇解产物进行分析,发现解聚产物的主要成分为BHET(>75%)、少量二聚体和三聚体。为进一步提高解聚效率,Yu等[43]通过将低聚酯催化活性的Si与高催化活性的Ti相结合,开发了Ti-Si-乙二醇盐催化剂,用于PET乙二醇醇解。在203℃、EG/PET质量比为4、催化剂用量为0.56 wt%、3.8 h下,产物BHET产率为90.1%,且该催化剂作为乙二醇盐避免了解聚过程中杂质基团的引入问题。Huang等[44]采用乙腈作为PET乙二醇醇解的助溶剂,通过乙腈的溶胀作用使PET表面破裂,进而促进PET解聚,并显著加速低聚物降解生成BHET,成功将反应温度降至90 ℃以下。在90 ℃、乙腈/PET质量比为4、EG/PET质量比为4、催化剂用量为4 wt%、12 h下,PET转化率为96%,BHET产率为90%。
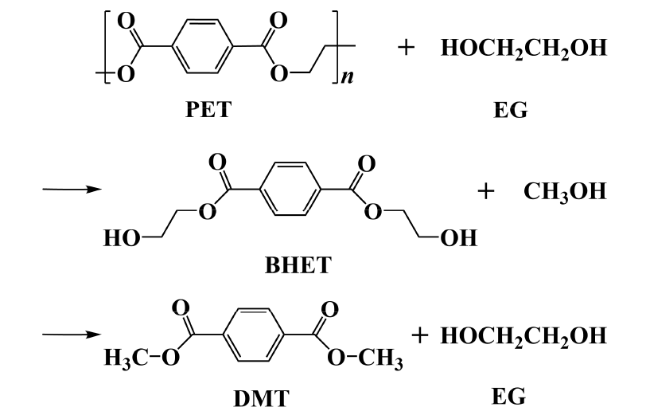
2.2.3 EG-甲醇酯交换法
甲醇醇解的条件较为苛刻,能耗较高。乙二醇醇解法相对温和,但反应常伴有低聚物生成。基于此,日本TEIJIN公司开发了PET乙二醇醇解-甲醇酯交换工艺,并已实现3万吨/年规模的商业化生产,工艺流程如图8所示。废旧PET经粉碎和清洗后进行乙二醇醇解,醇解产物再与甲醇在60 ℃、常压下进行酯交换。通过甲醇酯交换,可以有效将醇解过程中未完全解聚的低聚物均匀转化为DMT,从而提升单体产率。粗DMT经熔融、减压蒸馏后,质量稳定,纯度可达99%以上。该工艺有效利用了乙二醇醇解法温和的解聚条件和DMT易于提纯的优点,反应易于控制,产品纯度高,但缺点是工艺流程过长,生产能耗高,还需进一步优化和调整。
2.3 氨解与胺解
氨解/胺解法是在一定的温度、压力等环境条件下,氨或有机胺与PET酯键发生亲核反应,大分子最终断链生成EG和对苯二甲酸的二胺的过程[45]。
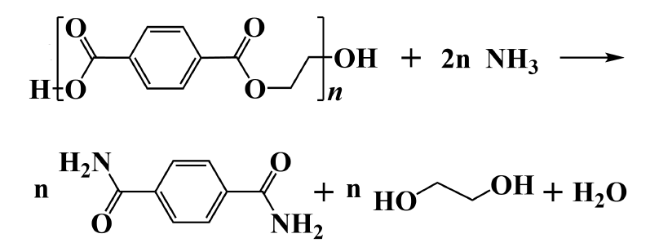
2.3.1 氨解法
氨解法通常在70~180 ℃、中低压条件下进行反应,经过滤干燥、提纯后,即可得到附加价值较高的对苯二甲酰胺[46]。然而,氨解法产物提纯工艺复杂且反应速度较慢,常需要使用催化剂来提高降解速度。PET氨解的主要反应式如图9所示。Liang等[47]选用无水氨进行PET的氨解反应,该方法无需催化剂和溶剂,可在温和条件下将PET氨解为对苯二甲酰胺。在120 ℃、2 h下,对苯二甲酰胺的产率为90.6%,纯度为96.2%。Mittal等[48]研究了季铵盐对PET氨解的影响,研究发现,在40 ℃、25 d下,季铵盐可以加快PET的降解速度(31%到40%)。Jain等[49]研究了常温常压下醋酸锌对PET氨解的影响,并对有无醋酸锌催化的PET氨解产物进行了分析。结果表明,醋酸锌的引入使反应时间缩短为原来的1/3(45 d到15 d),且解聚产物均为对苯二甲酰胺。
2.3.2 胺解法
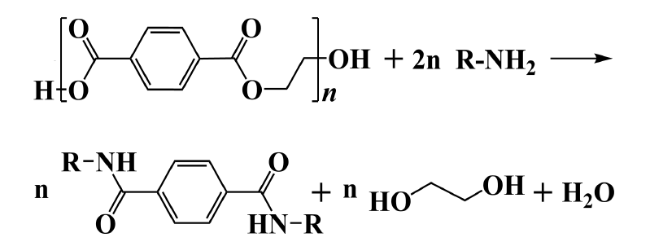
Radadiya等[51]在无催化剂、160 ℃下选用乙醇胺与PET反应2 h,N,N'-双(2-羟乙基)对苯二甲酰胺(BHETA)产率仅为77%。为进一步提升反应速率,Gopal等[52]采用湿浸渍法合成了含5 wt%磷钨酸(PWA)的高岭土和膨润土负载催化剂,并用其催化PET的乙醇胺降解反应,研究发现,相比高岭土,膨润土具有更好的酸负载性。在160 ℃、5 h下,产物BHETA的产率为96%。Zhang等[53]开发了一种绿色高效的胺解工艺,将PET经醋酸进行溶胀后,在温和条件下即可被乙醇胺降解为BHETA,研究发现,胺解速率与溶胀率有关,当溶胀率为75%时,PET在乙醇胺溶液中70 ℃、常压反应4 h的降解率可达99%,产物BHETA的产率为73%。Singh等[54]采用硫酸聚硼酸盐催化PET的胺解反应,研究发现,在160 ℃、乙醇胺/PET质量比为4下反应4 h,PET瓶、薄膜和纤维的解聚产物BHETA产率均高于95%。为开发更为高附加值功能化的下游胺解产品,Chan等[55]采用二乙烯三胺对PET进行胺解,解聚产物无须纯化即可与乙二醇二缩水甘油醚在水中交联制得机械稳定的水凝胶,其对染料具有较为优异的吸附能力。
2.4 超临界解聚
近年来,随着超/亚临界技术的发展,人们开始将其应用于塑料解聚领域。与传统回收工艺相比,超/亚临界流体因其特有的溶解、扩散性质,能够显著提高反应速度,具有产品纯度高、易分离等优点。目前,以水、甲醇、乙醇等作为塑料解聚超临界介质的应用较为广泛。
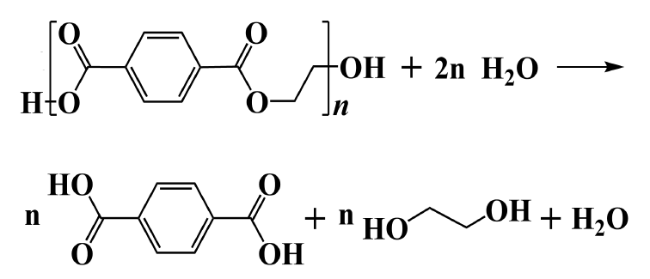
2.4.1 超/亚临界水解
在高温高压下,水的离子积增大,具有酸催化剂的功能,其极性使得酯键、醚键、酰胺键容易断裂。因此,超/亚临界水对大部分有机物有很高的溶解能力。PET超/亚临界水解的主要反应式如图11所示。Čolnik等[56]在超/亚临界水中解聚PET瓶,研究发现,当水/PET质量比为10,在300 ℃、30 min时,TPA产率为90%,纯度为97%。当温度高于300 ℃时,TPA发生脱羧反应生成苯甲酸,致使产率下降。同时,EG受TPA的催化作用进行二次反应,脱水生成乙醛或聚合成二甘醇,产率下降[57]。Jaime-Azuara等[58]的研究也证明了这一点,在水/PET质量比约为12.3、310 ℃、12 min时,PET完全解聚,TPA产率为94.2%,而EG产率为77.5%。然而,由于水的临界条件较为苛刻(Tc=374.3 ℃,Pc=22.13 MPa),对设备的要求高,阻碍了其进一步的规模化及连续化应用。
2.4.2 超临界醇解
相对于超临界水,甲醇(Tc=240 ℃,Pc= 7.95 MPa)和乙醇(Tc=243 ℃,Pc=6.38 MPa)的临界条件较为温和,因而对设备的腐蚀较小,且PET超临界醇解反应的EG产率有所提高,因此超临界醇解日益受到重视。PET超临界醇解的主要反应式如图12所示。自20世纪90年代开始,超临界醇解技术得到了迅速发展。Yan等[59]考察了温度、时间和乙醇/PET质量比对PET超临界乙醇解的影响。在310 ℃、60 min、乙醇/PET质量比为10时,PET完全解聚,对苯二甲酸二乙酯(DET)产率为98%,EG产率为89.8%,并将回收乙醇重新用于解聚,DET和EG的产率仅降低7%和4%左右。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
为降低反应能耗、减小溶剂醇用量,Liu等[60-61]采用CO2强化PET的超临界甲/乙醇解。研究发现,在270 ℃、醇/PET的质量比为6、40 min时,适量CO2的引入可有效提高超临界醇解产物收率,甲醇醇解产物DMT产率提高18%(77%到95%),乙醇醇解产物DET产率提高37%(53%到90%)。由此认为,在甲/乙醇占主导地位的解聚过程中,CO2通过减少PET分子链间的相互作用和提供弱酸性环境来促进解聚。Yang等[62]将ZnO负载在酸性γ-Al2O3上开发了ZnO/γ-Al2O3催化剂,并将其用于PET的超临界乙醇解。在270 ℃、60 min、乙醇/PET质量比为10、催化剂用量为5 wt%时,PET完全解聚,DET产率提高23.9%(68.3%到92.2%),且循环使用5次后,仍具备优异的PET醇解活性。
综上所述,PET化学解聚回收的几种工艺中,水解法较为成熟,溶剂廉价易得,产物TPA附加值较高,可用于制备聚酯纤维、树脂、涂料及增塑剂等精细化工产品。其中,中性水解具备环境友好性,但反应速率及产物纯度较低;酸性和碱性水解的反应条件相对于中性水解更为温和,反应速率更快,产物纯度更高,但存在设备易腐蚀、废液处理成本高、酸碱催化剂消耗大且难以回收等缺陷。目前,工业PET主要采用TPA和EG的直接酯化法生产,通过水解法制取TPA和EG,可实现PET闭路循环。因此,水解法仍具有重要研究意义,需要开发绿色高效且易于回收利用的新型催化剂促进水解法的高效绿色生产。表1为近年来PET化学解聚方法研究总结。
表1 PET化学解聚方法研究总结Table 1 Summary of research on PET chemical depolymerization methods |
| Depolymerization method | Reaction conditions | Characteristic | PET conversion rate (%) | Product yield (%) | Ref. | |
|---|---|---|---|---|---|---|
| Temp (℃) | Time (min) | |||||
| Neutral hydrolysis | 200 | 480 | Non-catalytic neutral hydrolysis | - | TPA,86 | 23 |
| 195 | 120 | NaHCO3+KHCO3 catalyst | 86.5 | TPA,95.7 | 25 | |
| Acid hydrolysis | 150 | 90 | PTSA catalyst | 100 | TPA,96.2 | 27 |
| 220 | 180 | TPA catalyst | 100 | TPA,95.5 | 28 | |
| 230 | 20 | Modified H+@ZSM-5 catalyst | 100 | TPA,98 | 29 | |
| Alkaline hydrolysis | 80 | 20 | NaOH-Ethanol-Aqueous system | 100 | TPA,95 | 31 |
| 110 | 300 | [CTA]3PW phase transfer catalyst | 98.4 | TPA,94 | 34 | |
| Methanolysis | 160 | 120 | Ti0.5Si0.5O2 catalyst | 100 | DMT,98.2 | 38 |
| 200 | 30 | MgO/NaY catalyst | 99 | DMT,91 | 39 | |
| 120 | 120 | Acetonitrile as cosolvent | 100 | DMT,80 | 40 | |
| Glycolysis | 203 | 228 | Ti-Si-glycol salt catalyst | 100 | BHET,90.1 | 43 |
| 90 | 720 | Acetonitrile as cosolvent | 96 | BHET,90 | 44 | |
| Ammonolysis | 120 | 120 | Anhydrous ammonia | - | Terephthalamide,90.6 | 47 |
| Aminolysis | 160 | 300 | PWA bentonite catalyst | 100 | BHETA,96 | 52 |
| 70 | 240 | Acetic acid swelling pretreatment | 99 | BHETA,73 | 53 | |
| 160 | 240 | Sulfated polyborate catalyst | 98.5 | BHETA,95 | 54 | |
| Super/subcritical hydrolysis | 300 | 30 | Super/subcritical hydrolysis | 100 | TPA,90 | 56 |
| 310 | 12 | Continuous flow system | 100 | TPA,94.2 | 58 | |
| Supercritical alcoholysis | 310 | 60 | Supercritical ethanol depolymerization | 100 | DET,98 | 59 |
| 270 | 40 | CO2 enhanced supercritical methanolysis | 100 | DMT,95 | 60 | |
| 270 | 40 | CO2 enhanced supercritical ethanolysis | 100 | DET,90 | 61 | |
| 270 | 60 | ZnO/γ-Al2O3 catalyst | 100 | DET,92.2 | 62 | |
甲醇醇解、EG-甲醇酯交换法生产成本高,产物DMT难以融入现有的PET合成工艺中,已逐渐被市场淘汰,但DMT通过酯交换制备功能化、高附加值聚酯产品(如树脂、聚酯漆及工程塑料等)方面仍有探索意义,是醇解法进一步实现产业化和高效利用再生资源的关键。乙二醇醇解条件温和、工艺流程短,产物BHET应用范围广且附加值较高,可用于制备聚氨酯、不饱和聚酯、涂料、增塑剂等,理论上是实现再生资源高效利用的最优选择。因此,进一步提升解聚效率,重点开发BHET的脱色、提纯技术,是乙二醇醇解法进一步实现产业化的关键。
氨解/胺解法产物用途广泛,可用于制备涂料、油墨、胶粘剂及工程塑料等功能化产品,但反应速率慢,副产物较多且产物提纯工艺复杂,使其难以受到重视,目前仍处于实验室研究阶段。因此,探究更加经济环保的新路线是改变氨解/胺解法现状的关键。
超/亚临界流体解聚技术因其优良的解聚速度、产品纯度高、易分离等优点,近年来受到较多的关注。然而,苛刻的反应条件对设备的要求较高,使其难以应用于工业连续生产。开发相对温和、适用于连续生产的超临界解聚工艺是未来的研究方向。
3 结论与展望
化学解聚可处理低价值、混合、受污染的塑料,通过不同的化学反应回收聚合物单体或化学升级再造生产具有高附加值的新产品,实现塑料废弃物的闭环循环及高值化应用,是建立循环聚合物经济的关键途径。本文系统总结了PET化学解聚工艺研究现状,点明了各种解聚工艺的优势和缺陷,并提出了其研究开发的方向。尽管化学解聚回收在加快反应速度、提高降解产物收率等方面已取得了显著进展,但仍存在诸多问题和挑战。
(1)解聚机理和途径有待进一步阐明。目前研究重点多在温度、时间、溶剂种类、催化剂种类等工艺条件,与助溶剂、微波技术、超临界流体等强化辅助措施对解聚产物收率的影响上,对反应机理缺乏深入剖析研究,难以从理论上有效指导工艺过程、调控强化与新技术的深度开发。
(2)降解产物开发利用技术不成熟。尽管当前化学解聚均可得到具有明确结构的单体产物,但部分工艺产物难以融入原聚合物的现有合成体系,市场占有率低。因此,探索降解产物下游功能化、高附加值产品的设计开发路线,有助于提高产业效益,实现材料的高值化循环利用。
(3)催化剂寿命短,稳定性差。新型绿色催化剂的开发虽然解决了传统化学解聚工艺中存在的设备腐蚀、解聚效率低、催化剂难以回收等问题,但较短的运行周期,使其难以满足工业生产的需要。因此,未来催化剂的开发在提高产物选择性的同时,亦应兼顾使用寿命及稳定性,以助于实现工艺的连续化及规模化生产。